L'empennage TOP
Pour diversifier les plaisirs et pour lancer le chantier de ce côté-là aussi, il est temps de se pencher un peu sur le fuselage.
Avant de foncer dans le vif du sujet et afin de se familiariser avec le travail du métal, nous commençons par le plan horizontal de l’empennage.
Pour cette partie de la construction, il faut dans un premier temps ;
- les tubes, les nervures, les équerres et les goussets en alu,
- les rivets en inox,
- du Mastinox.
Avant de foncer dans le vif du sujet et afin de se familiariser avec le travail du métal, nous commençons par le plan horizontal de l’empennage.
Pour cette partie de la construction, il faut dans un premier temps ;
- les tubes, les nervures, les équerres et les goussets en alu,
- les rivets en inox,
- du Mastinox.
La préparation
On examine les plans et on identifie toutes les pièces nécessaires parmi les innombrables sets fournis (en lot) par Ultralight Concept. On remarque très vite que TOUS les éléments demanderont une mise en forme.
L’outillage nécessaire est assez simple : une foreuse/visseuse (c’est l’occasion de s’en faire offrir une belle … ;-), un flexible de forage, une riveteuse manuelle, une autre pneumatique (merci Phil) et un compresseur.
En principe, il faut concevoir des gabarits pour disposer toutes les pièces afin de procéder aux montages. Nous sautons cette étape car nous avons la chance d’avoir ceux d’Ultralight Concept en prêt.
L’outillage nécessaire est assez simple : une foreuse/visseuse (c’est l’occasion de s’en faire offrir une belle … ;-), un flexible de forage, une riveteuse manuelle, une autre pneumatique (merci Phil) et un compresseur.
En principe, il faut concevoir des gabarits pour disposer toutes les pièces afin de procéder aux montages. Nous sautons cette étape car nous avons la chance d’avoir ceux d’Ultralight Concept en prêt.



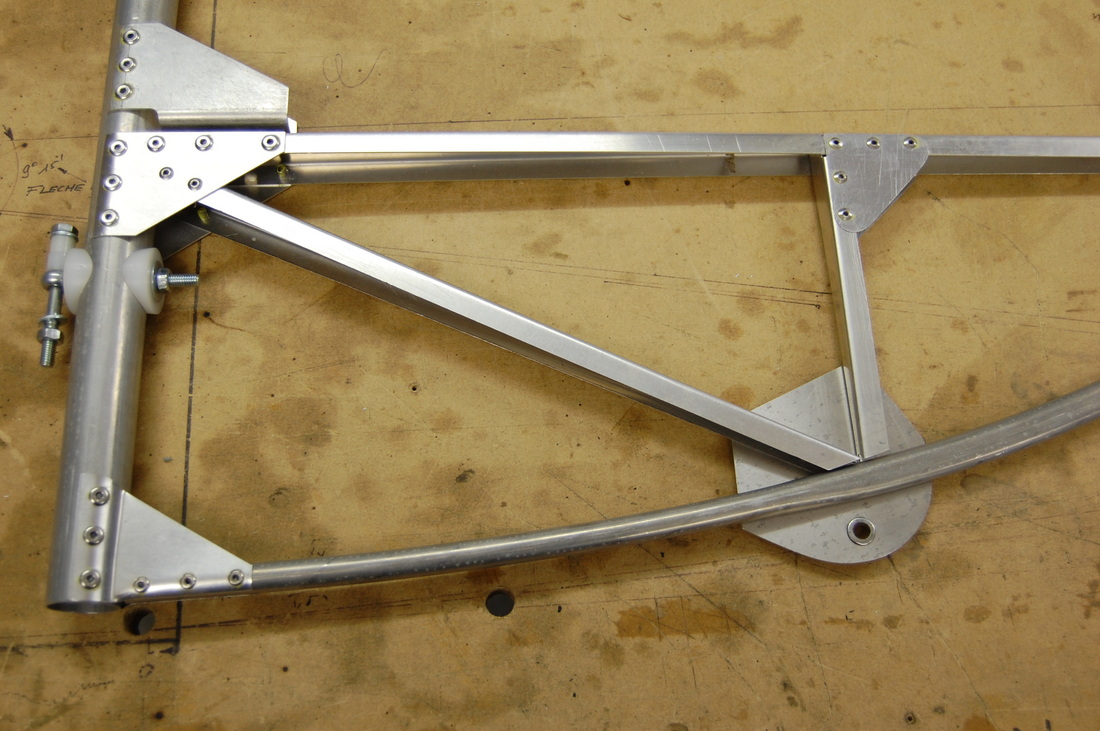
Le plan fixe de profondeur
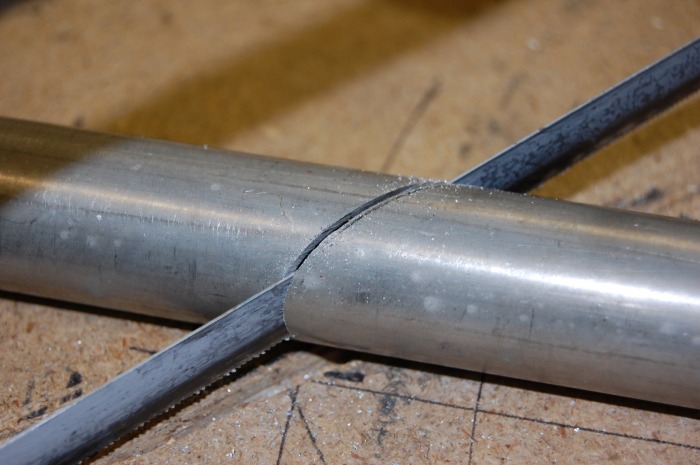
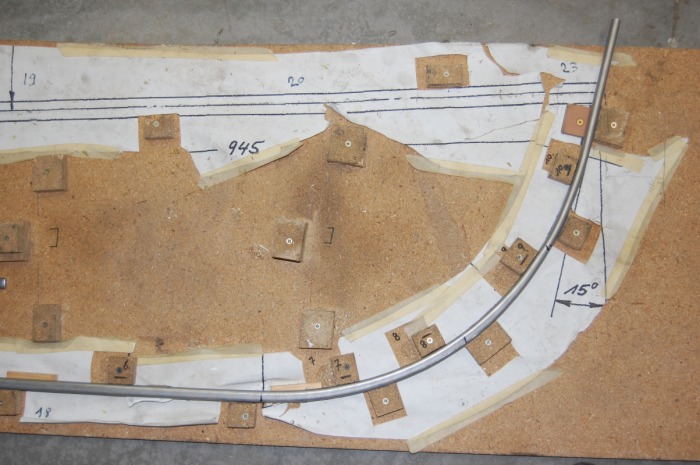
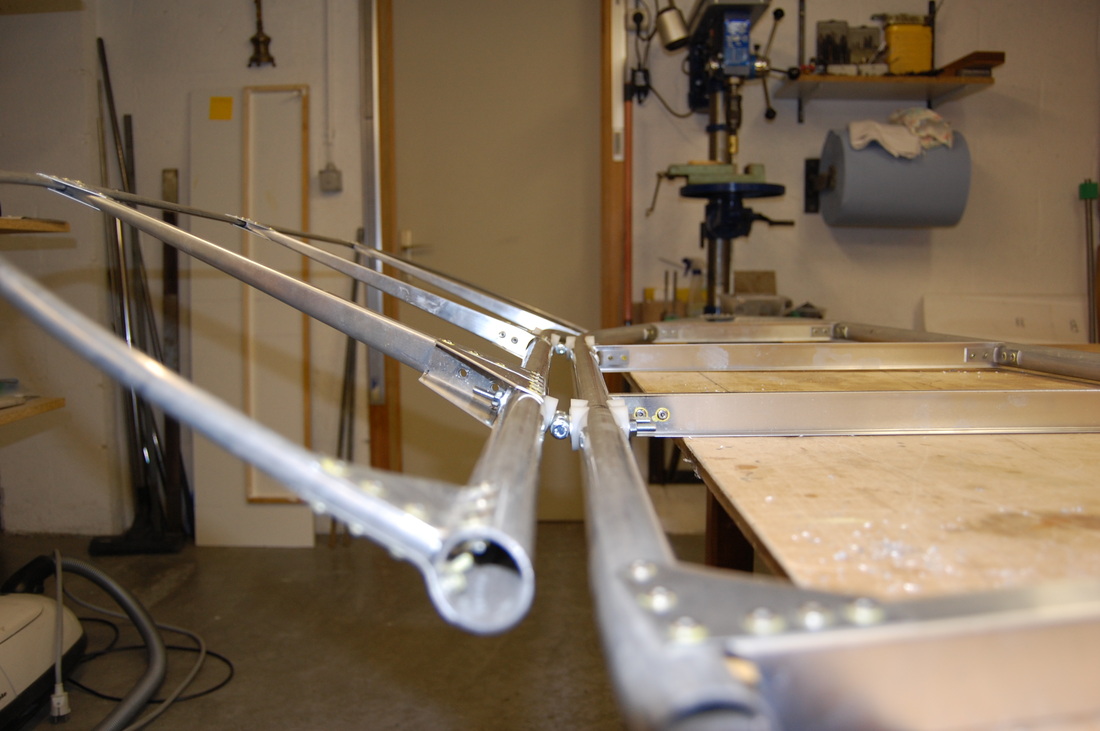
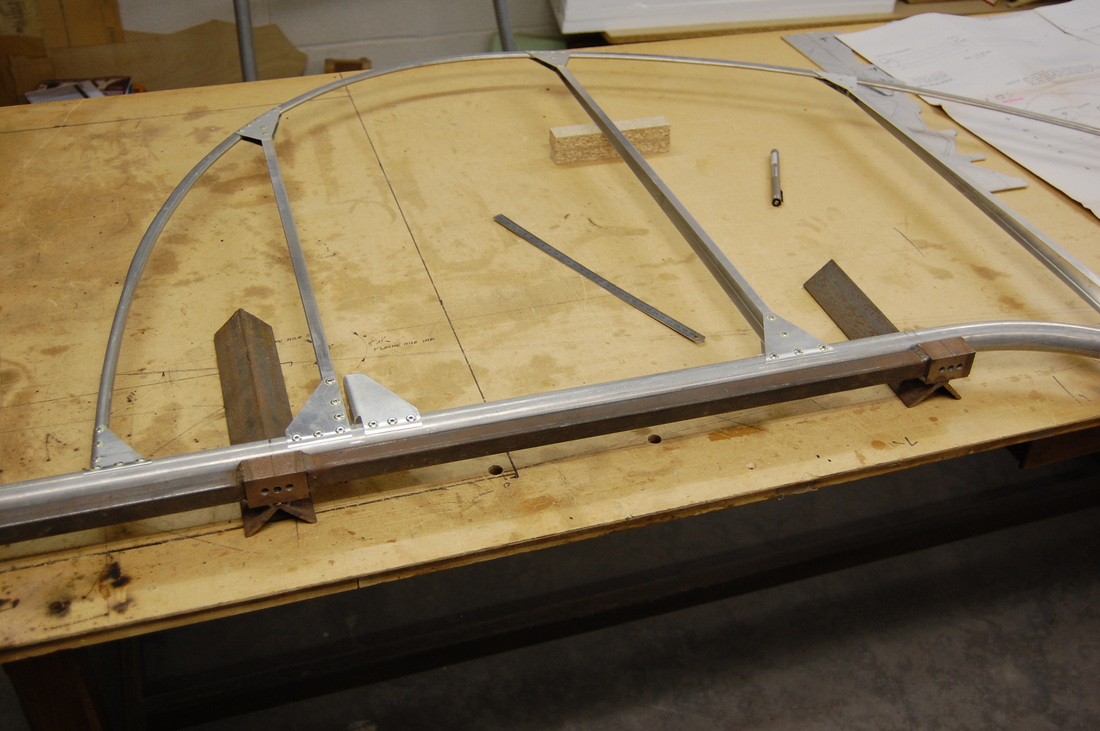
On commence en positionnant les deux tubes de 28 mm (cintrés par le Doc sur ses gabarits) et on réalise les premières découpes. Celles-ci se font à la scie à main directement sur le gabarit. L’ajustement final est fait à la lime et au papier de verre gros grains car nous n’avons pas encore de disque à rectifier (voir plus loin).
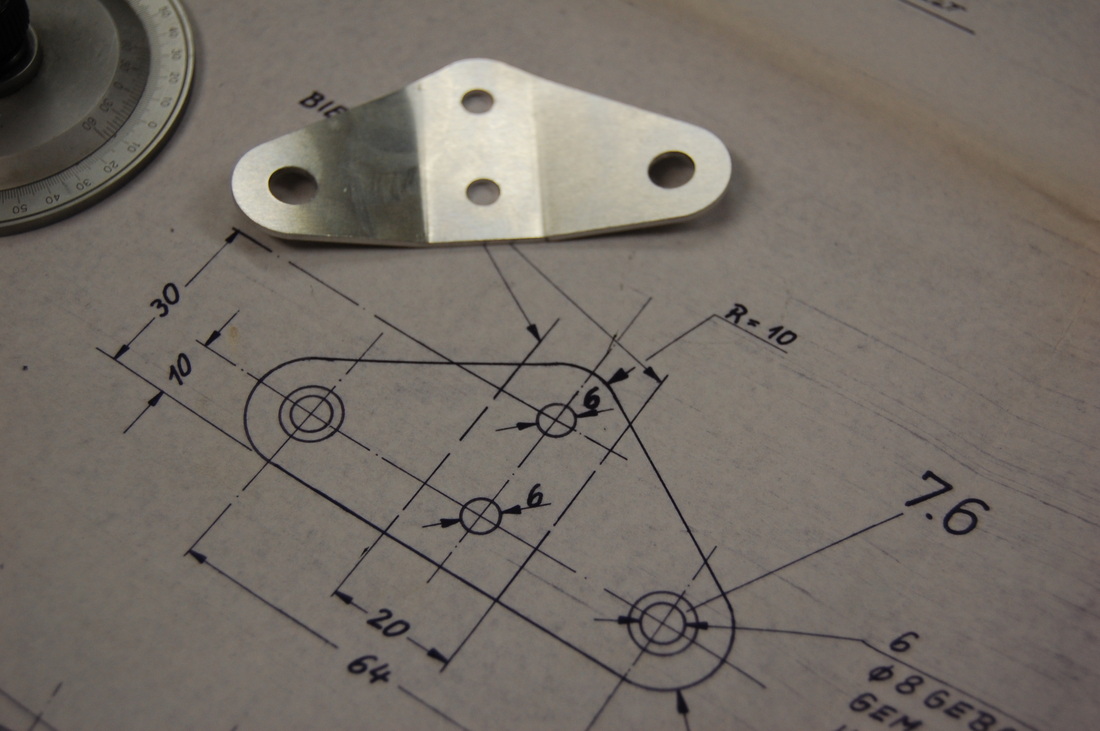
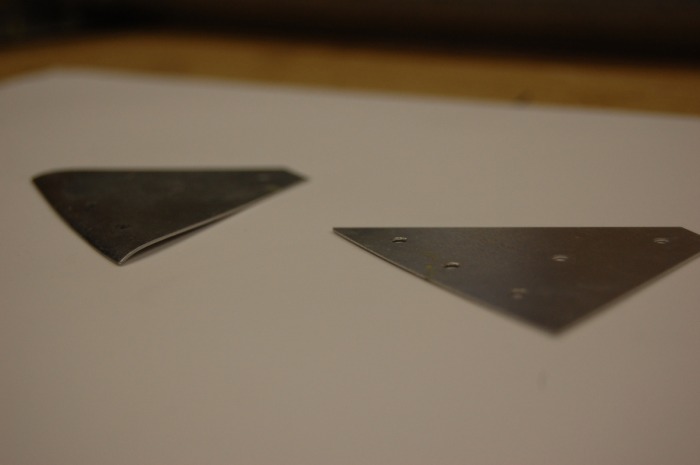
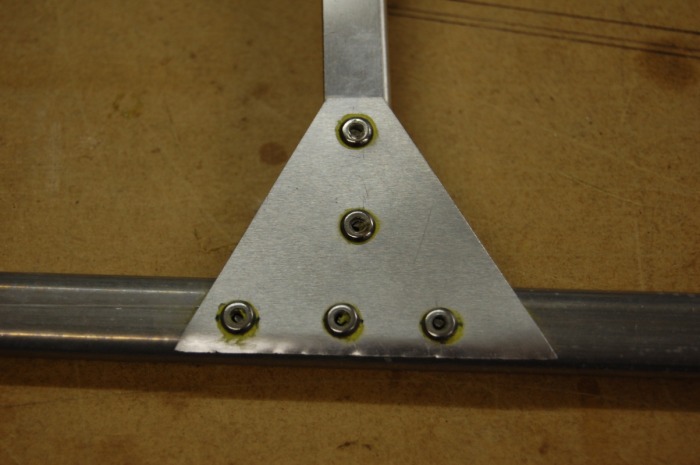
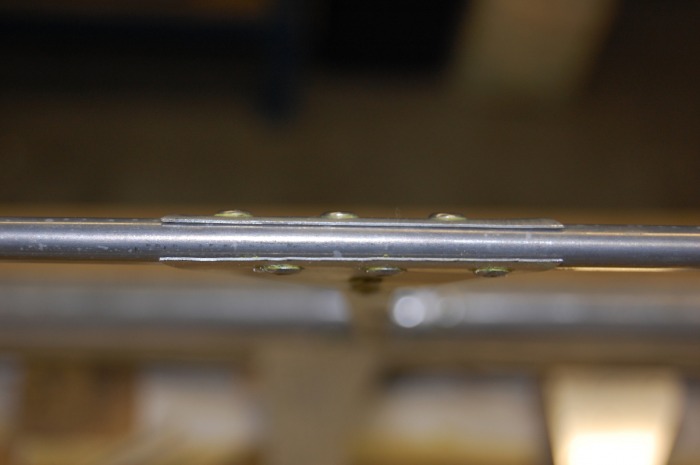
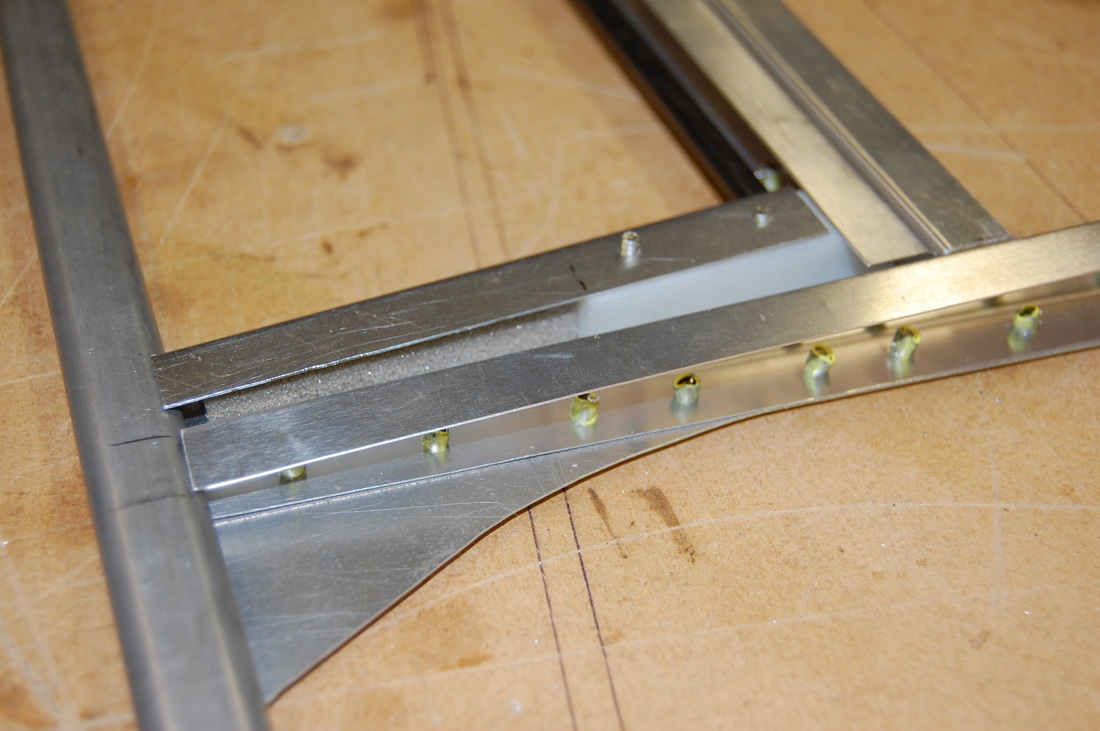
Il y a un petit problème avec les quatre goussets situés aux extrémités extérieures. Un des six trous pré-forés tombe dans le joint … On pourrait éventuellement n’utiliser que 5 points mais, nous avons vraiment envie d’en avoir min 6.
De plus, d’après tout ce qu’on a vu sur internet, beaucoup de constructeurs posent même huit rivets à cet endroit.
Le Doc a de la tôle d'alu de 0,5mm, nous décidons donc de refaire ces 4 goussets.
On en profite pour arquer, comme le tube sur lequel il sera appliqué, un des deux bords.
Il y a un petit problème avec les quatre goussets situés aux extrémités extérieures. Un des six trous pré-forés tombe dans le joint … On pourrait éventuellement n’utiliser que 5 points mais, nous avons vraiment envie d’en avoir min 6.
De plus, d’après tout ce qu’on a vu sur internet, beaucoup de constructeurs posent même huit rivets à cet endroit.
Le Doc a de la tôle d'alu de 0,5mm, nous décidons donc de refaire ces 4 goussets.
On en profite pour arquer, comme le tube sur lequel il sera appliqué, un des deux bords.




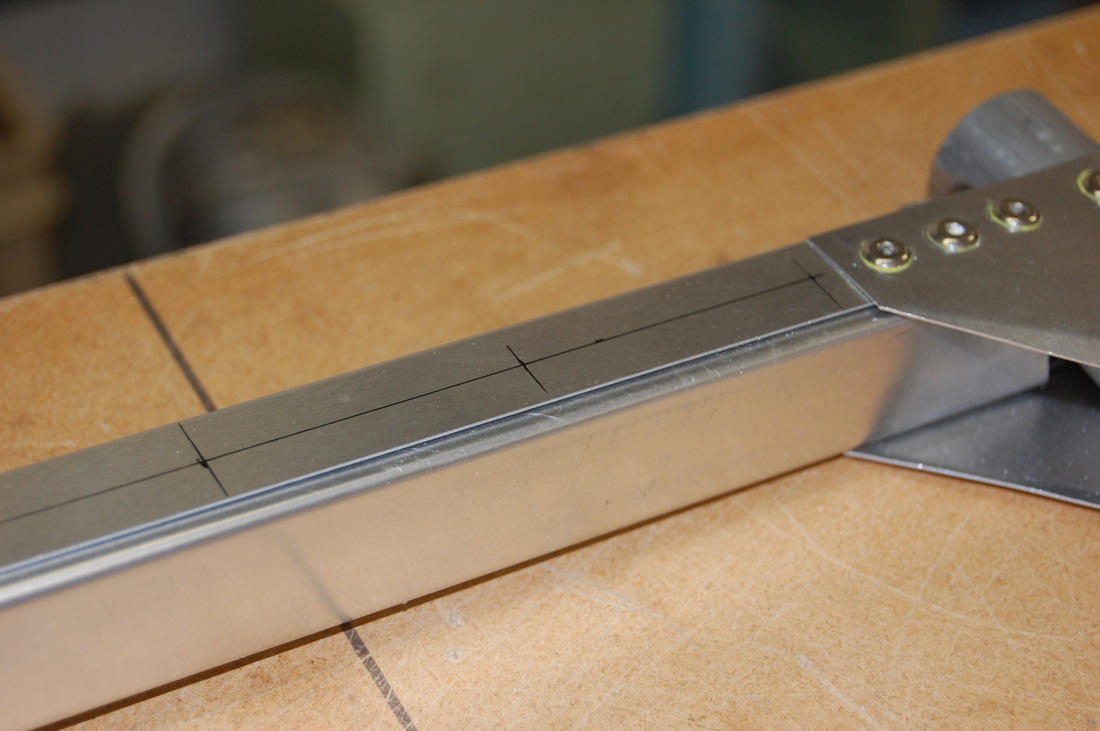
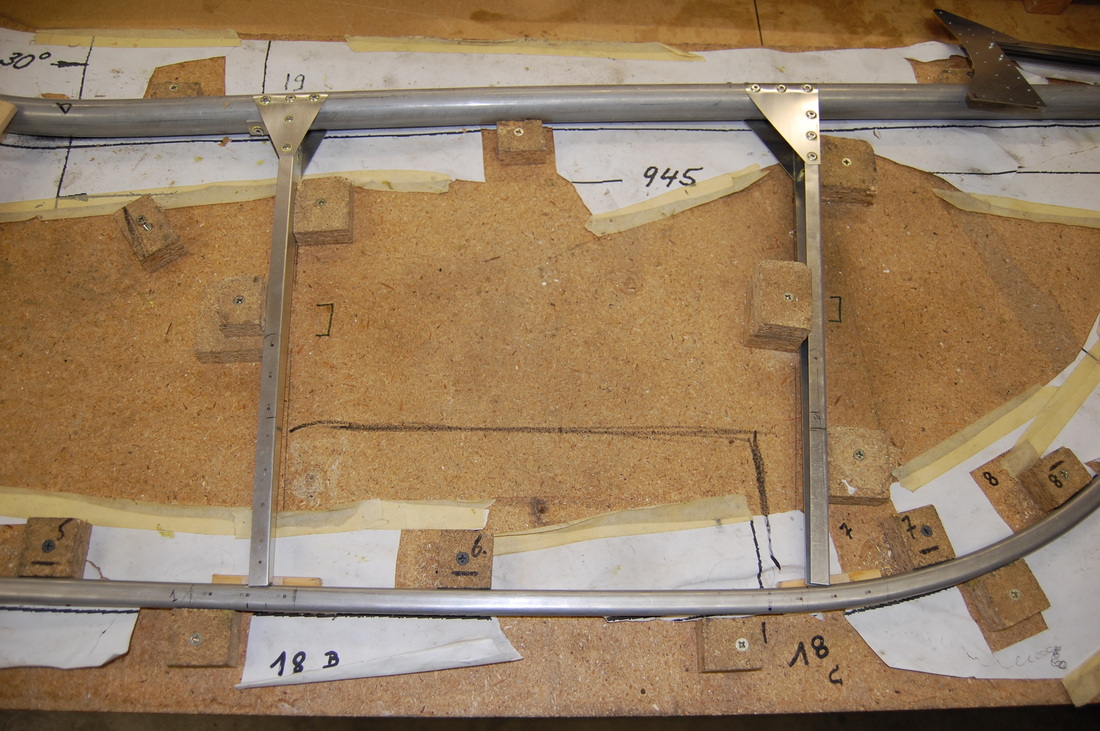
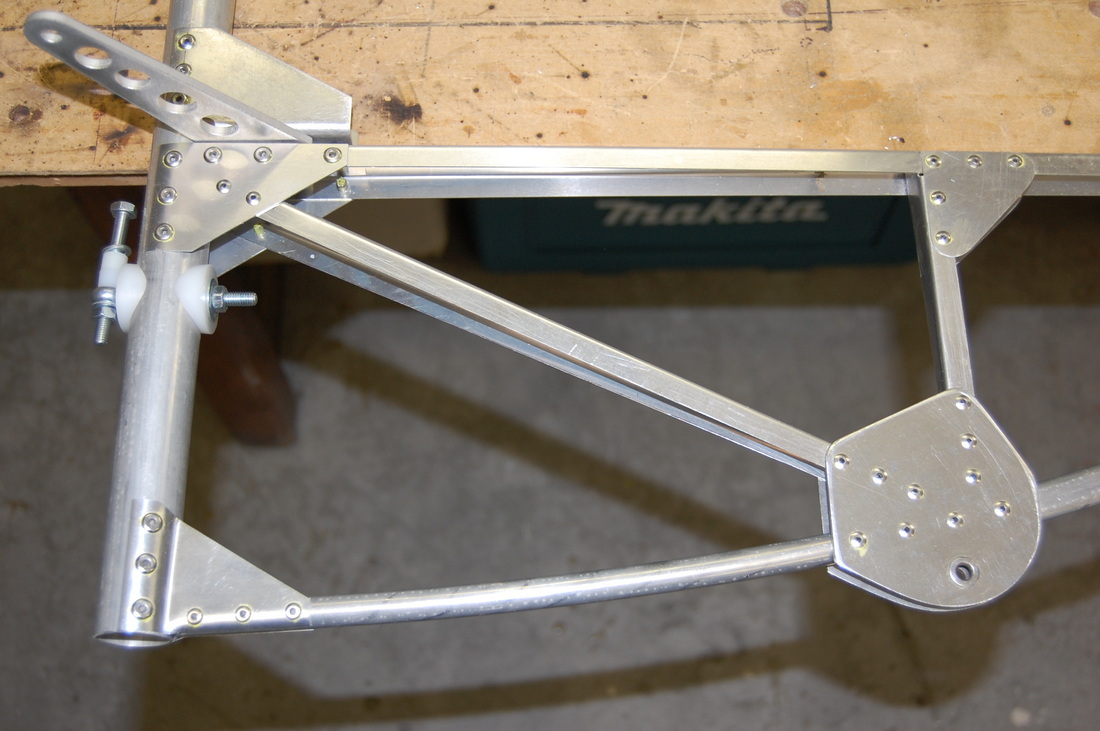
Il est certainement impossible de transformer proprement la tôle prévue à cet effet en une nervure sans utiliser une plieuse. L'épaisseur de la nervure doit être identique au diamètre du tube, 28 mm.
La longueur doit être ajustée de manière à maintenir un jour de 4mm entre la nervure et le tube de 28. On évite ainsi tout cisaillement de ce dernier par vibration.
La longueur doit être ajustée de manière à maintenir un jour de 4mm entre la nervure et le tube de 28. On évite ainsi tout cisaillement de ce dernier par vibration.


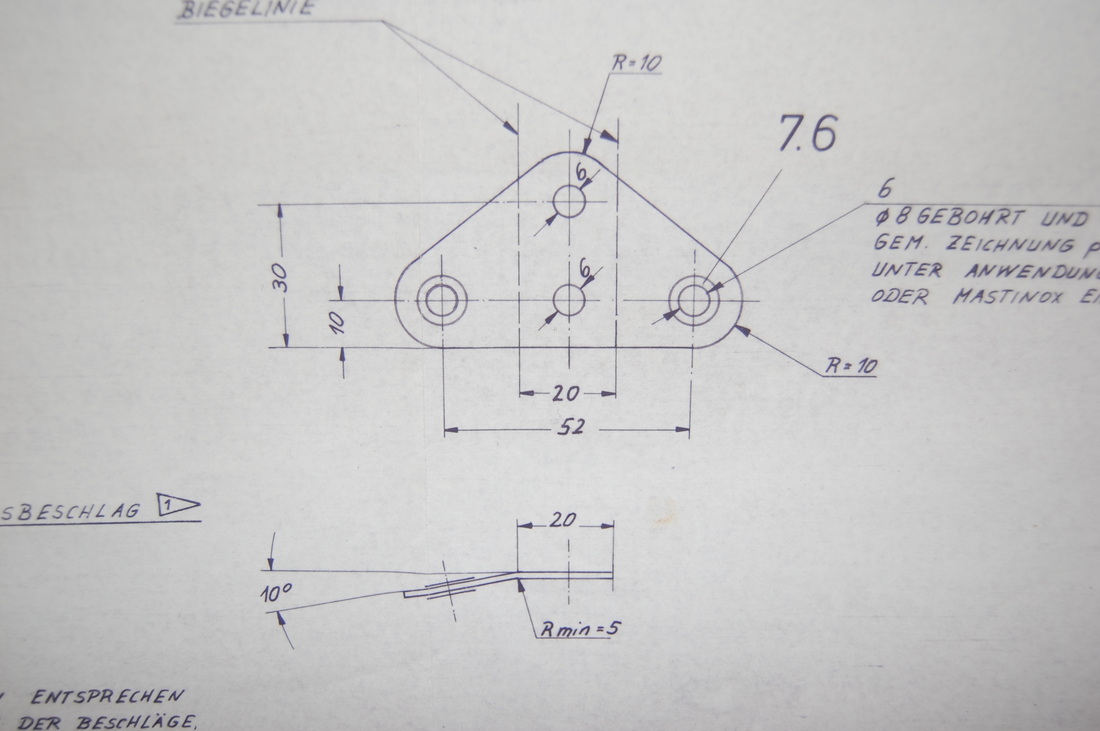
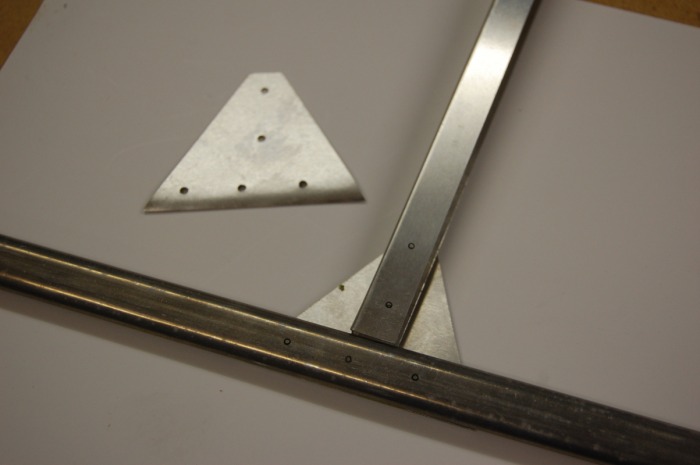
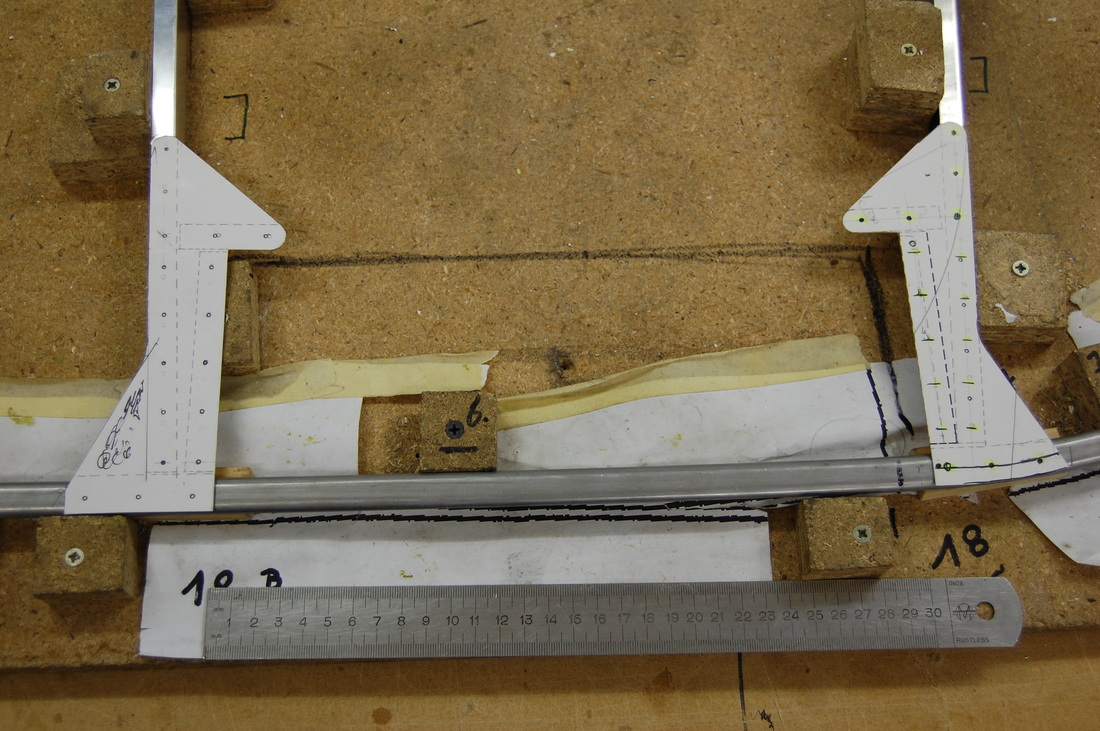
Au départ, les équerres de fixation des nervures sont de simples plats. Il convient de leur donner leurs formes en deux temps. Le premier pli, sur 50% de la longueur, sert à épouser le tube de 28. Le second pli donne l’angle tube/nervure. Il est important de ne pas réduire le rayon de courbure (5 mm) recommandé car la pièce risque de se briser lors de la mise en forme. Pour éviter les ennuis, un petit outil maison est créé.





Les trois bords des goussets doivent être pliés soit pour épouser les tubes de 28 mm soit pour éviter le contact entre l’entoilage et une arrête vive.



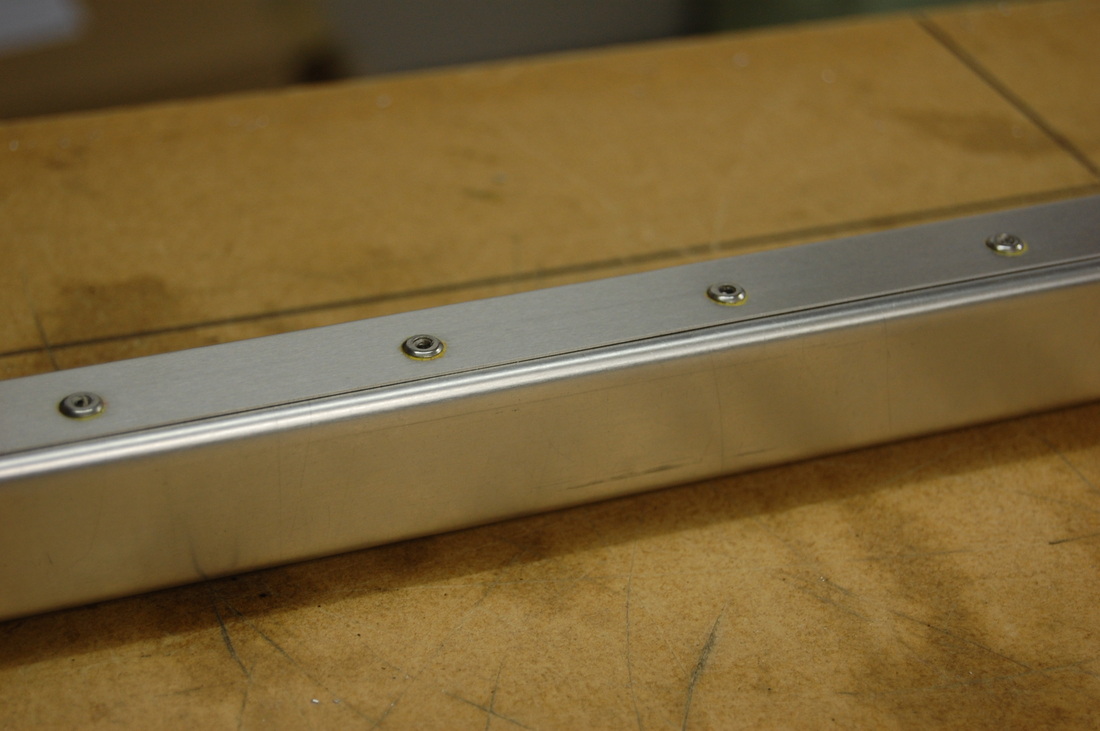
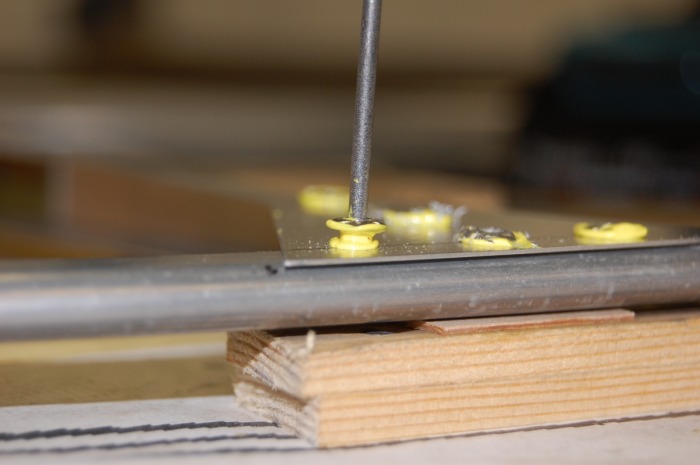
Il ne reste plus qu'à enduire un paquet de rivets de 4mm avec du mastinox et on passe enfin à l’assemblage !
Le 6 juillet 2010, le premier rivet d'une très longue série est posé.
Le 6 juillet 2010, le premier rivet d'une très longue série est posé.


Quand l’espace n’est pas suffisant pour présenter correctement la riveteuse pneumatique, on utilise (occasionnellement, heureusement) la manuelle. Cependant, pour la plus petite nervure, la forme des tubes nous empêche de travailler correctement même avec la riveteuse à main. Les rivets sont donc posés à l’envers, avec des rondelles en inox côté nervure.



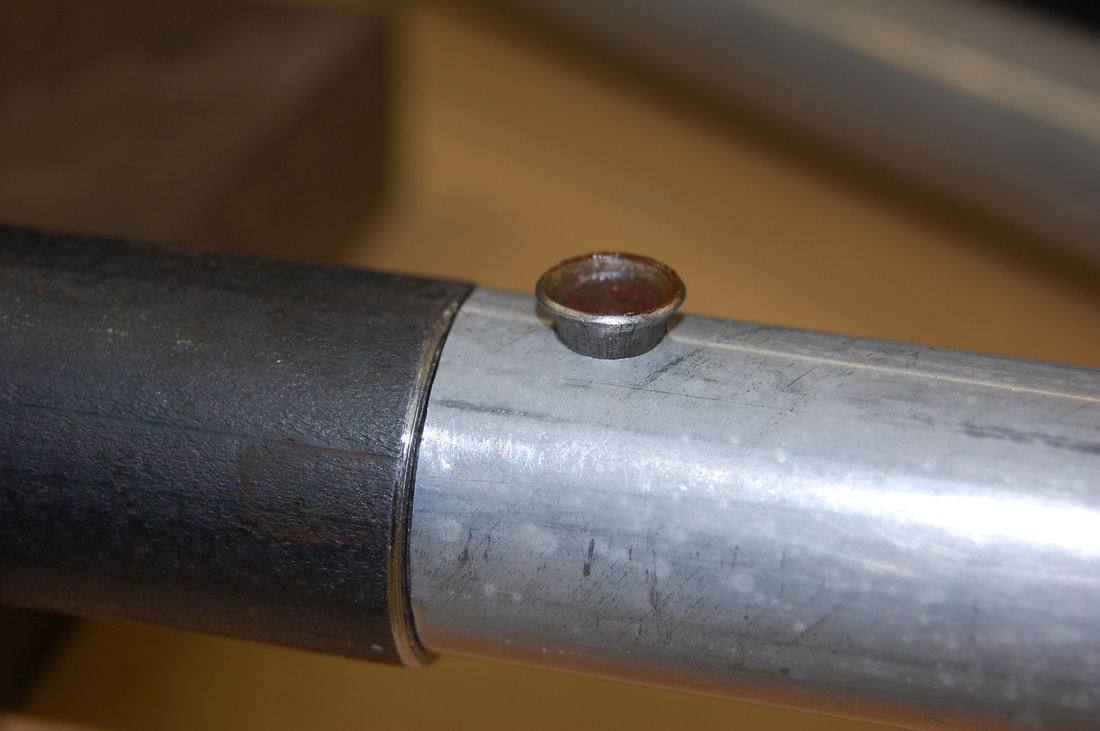
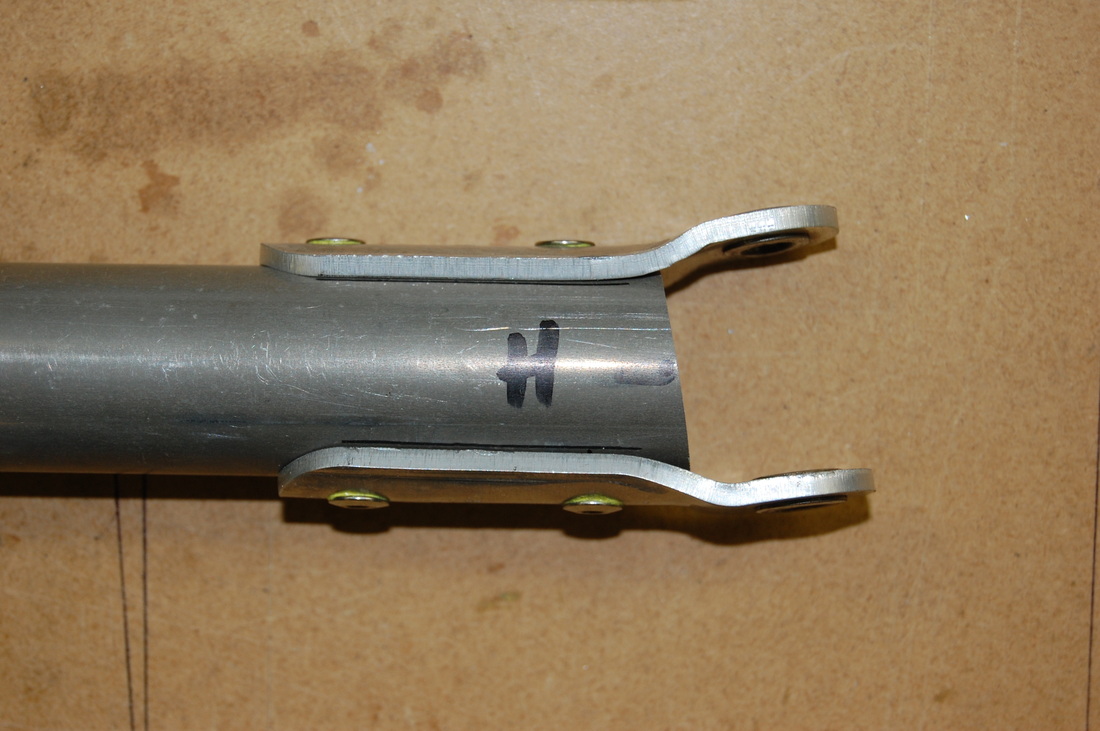
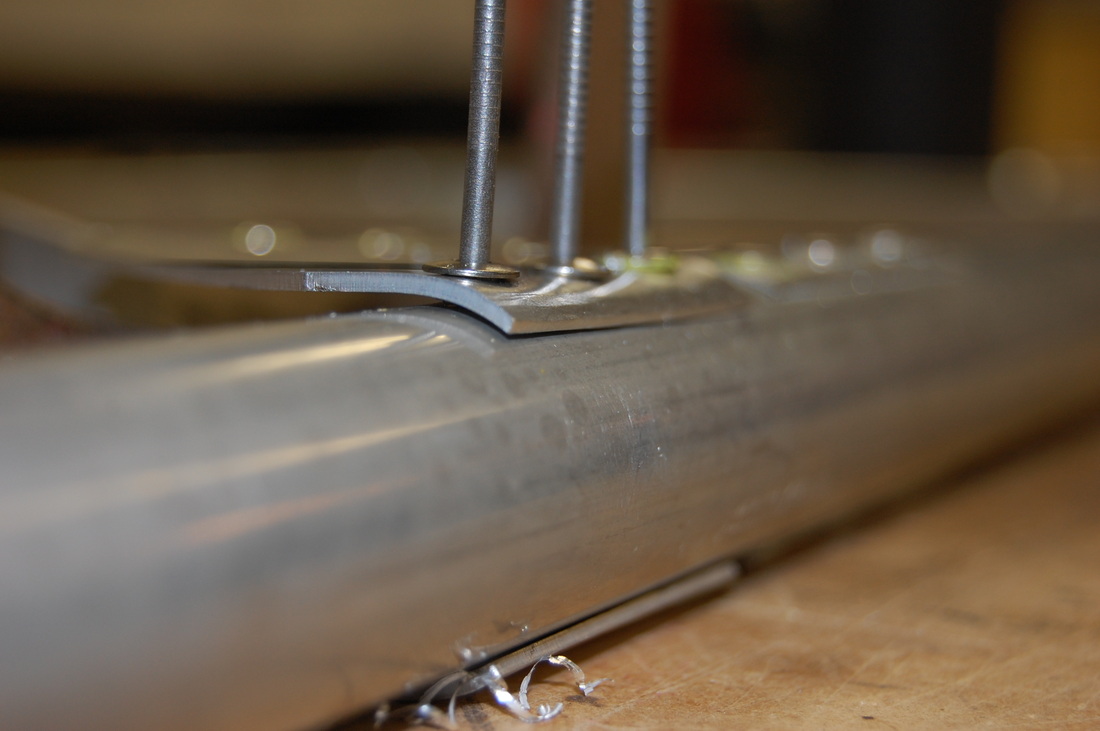
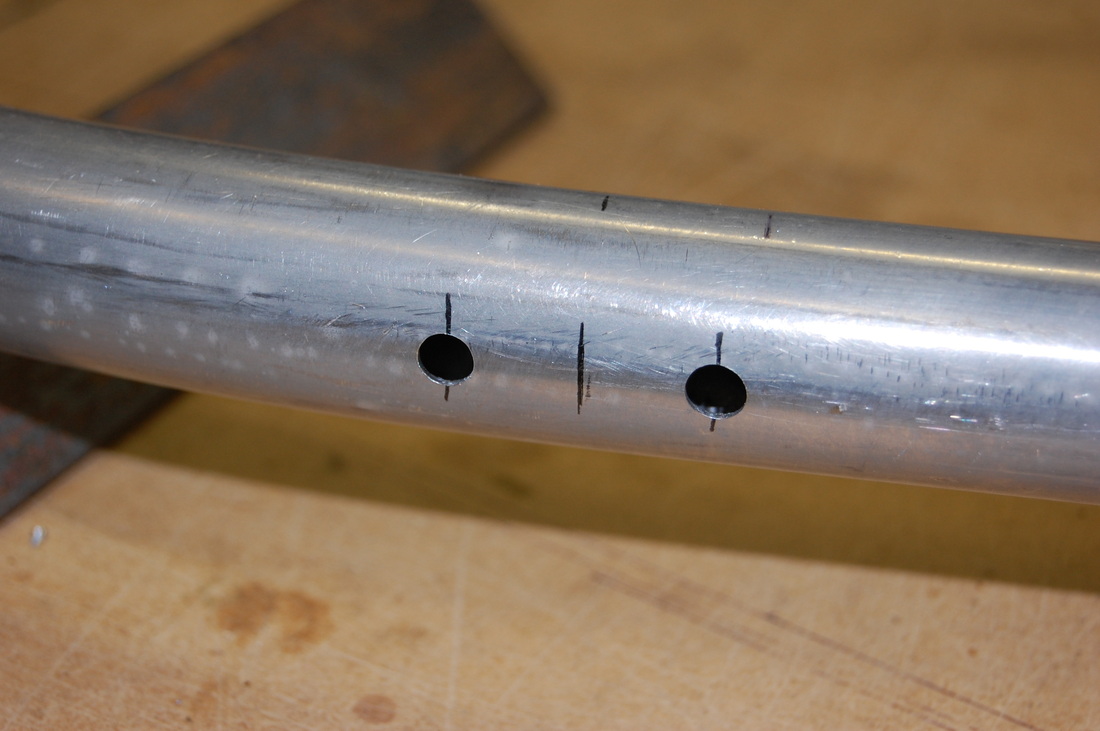
Il est temps de penser à la fixation de notre stabilisateur. Celle-ci peut se décomposer en deux chantiers simultanés, côté stabilisateur et côté fuselage. On commence par le stab en coupant l'excédant des tubes de 28 puis, à l’aide d’un guide, on perce les trous en Ø 8. Ceux-ci doivent être renforcés avec de petites sections d’ermeto de 8x1mm mises en forme.


Avant de modeler ces renforts, il faut s'équiper d'instruments assez particuliers et procéder à quelques essais. L'opération consiste à évaser l'extrémité d'un morceau de tube ermeto, placé dans une base de formatage, à l'aide d'un outil pointu. Ensuite, il convient de rabattre les bords à 90° avec un marteau. Une fois que c'est fait, on introduit le renfort dans la pièce à renforcer et on achève en travaillant la seconde extrémité comme précedemment.
Durant tout ce processus, le diamètre interne de l'ermeto a tendance à se réduire. Pour limiter ce phénomène, nous utilisons un outil supplémentaire.
Ce type de renfort est employé très abondamment sur le Kiebitz. Dans certains cas, notamment pour les goussets KN 01 et 17 du fuselage, il sera même préférable de travailler à l’aide d’une machine. On sacrifie donc deux mèches à béton SDS. La partie hélicoïdale une fois éliminée, quelques passages au tour et c’est fait !
La formule pour déterminer la longueur d’ermeto nécessaire est : épaisseur de la pièce à renforcer + 2 x 3mm.
La profondeur du trou dans la base de formatage dépendra donc toujours du résultat obtenu.
Durant tout ce processus, le diamètre interne de l'ermeto a tendance à se réduire. Pour limiter ce phénomène, nous utilisons un outil supplémentaire.
Ce type de renfort est employé très abondamment sur le Kiebitz. Dans certains cas, notamment pour les goussets KN 01 et 17 du fuselage, il sera même préférable de travailler à l’aide d’une machine. On sacrifie donc deux mèches à béton SDS. La partie hélicoïdale une fois éliminée, quelques passages au tour et c’est fait !
La formule pour déterminer la longueur d’ermeto nécessaire est : épaisseur de la pièce à renforcer + 2 x 3mm.
La profondeur du trou dans la base de formatage dépendra donc toujours du résultat obtenu.





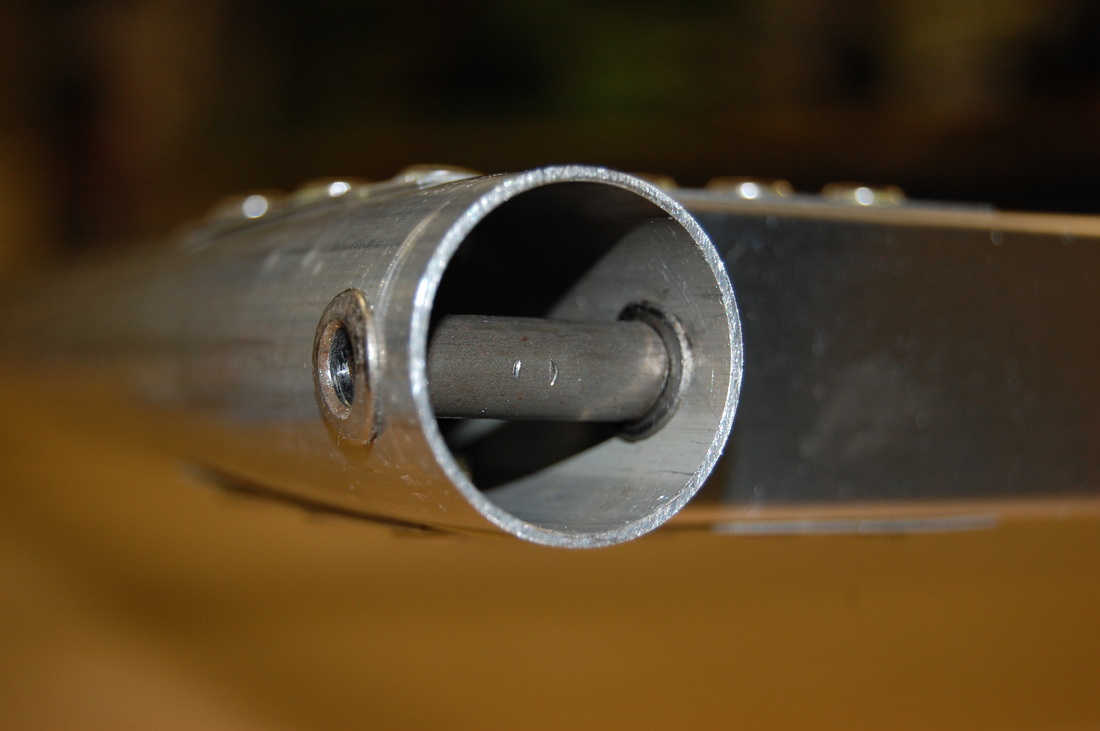
La technique fonctionne très bien pour renforcer des pièces plates. Par contre, quand il s'agit comme ici de renforcer des tubes, la méthode est perfectible. Deux outils supplémentaires sont nécessaires. Le premier permet de pré formater la face interne du renfort. Le second maintient le renfort en place lorsqu'on travaille sa partie externe.








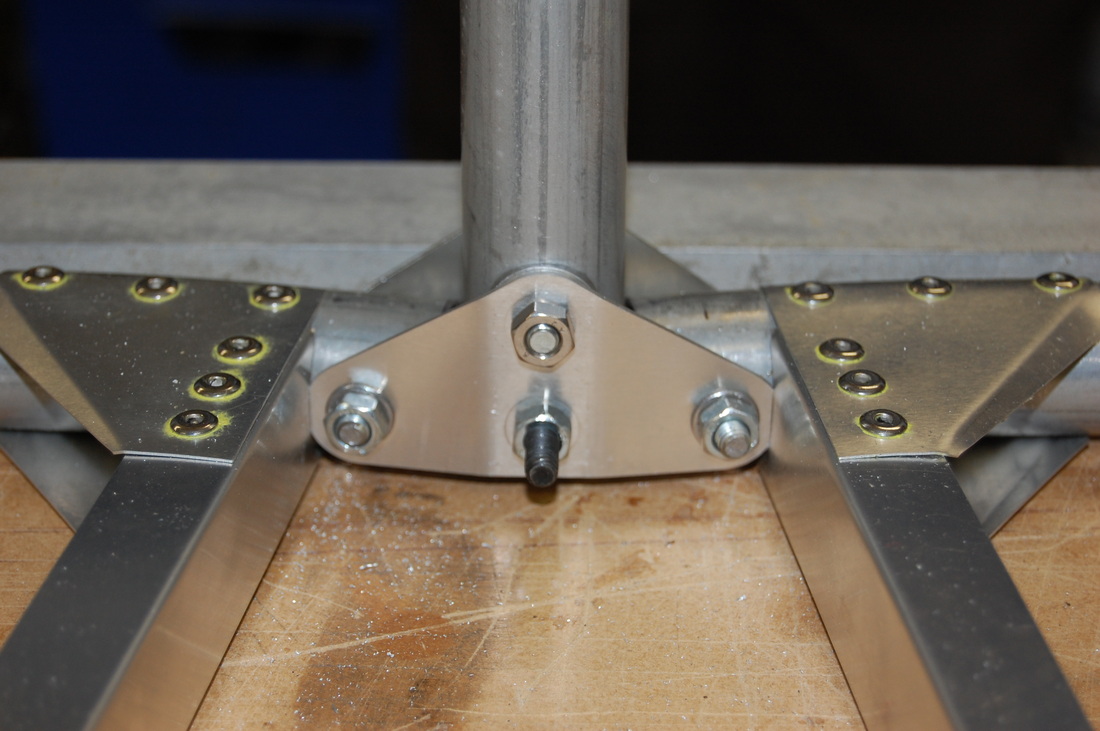
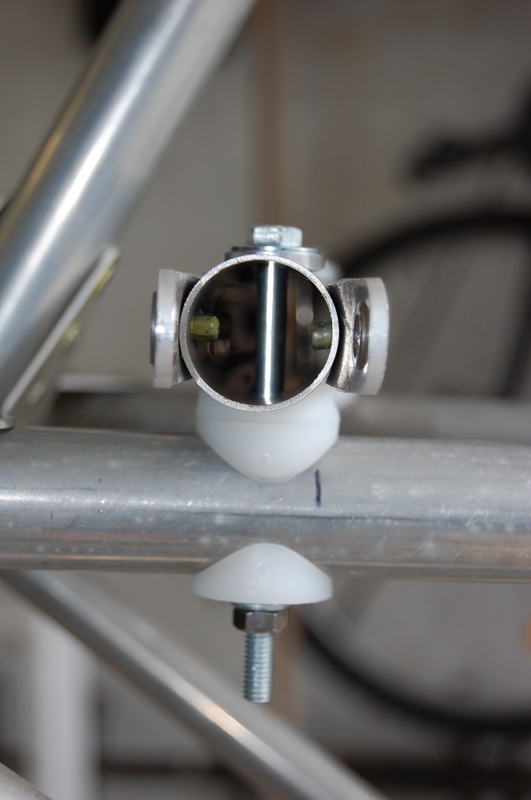
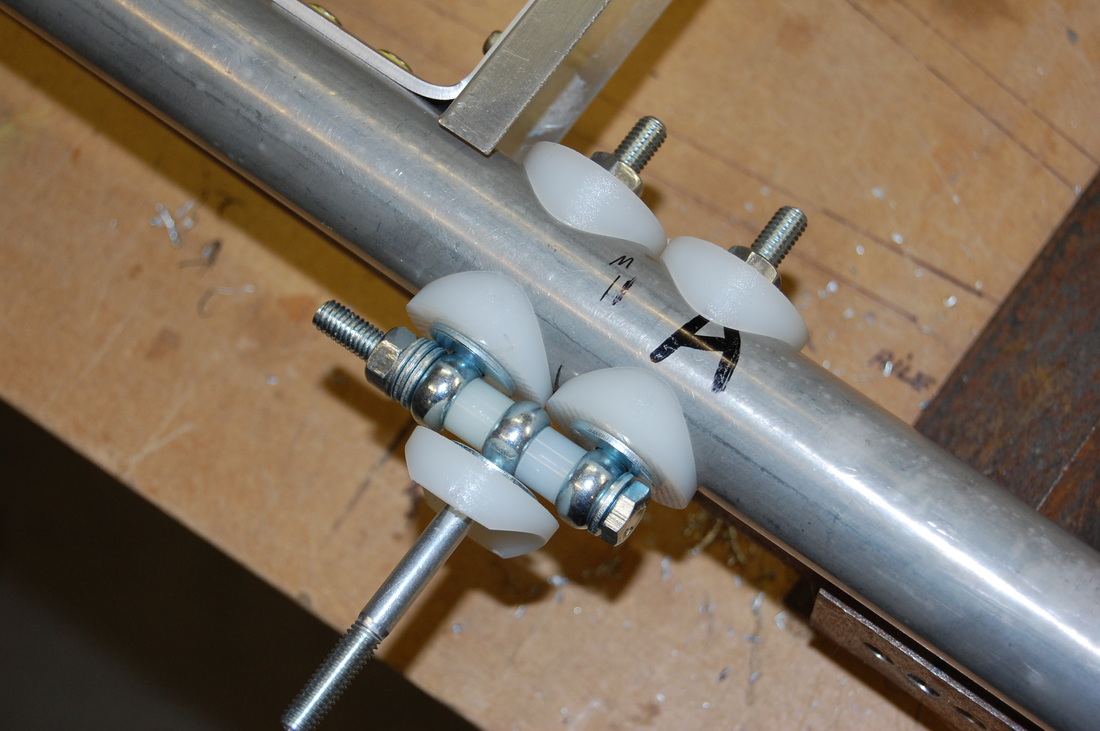
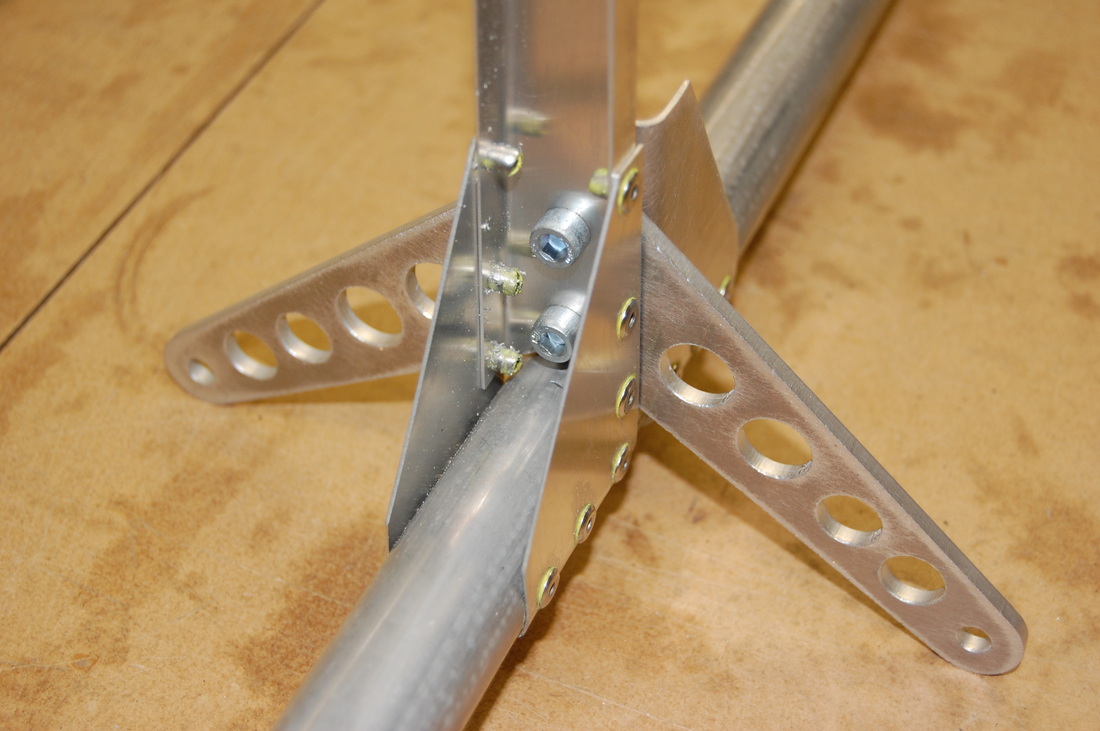
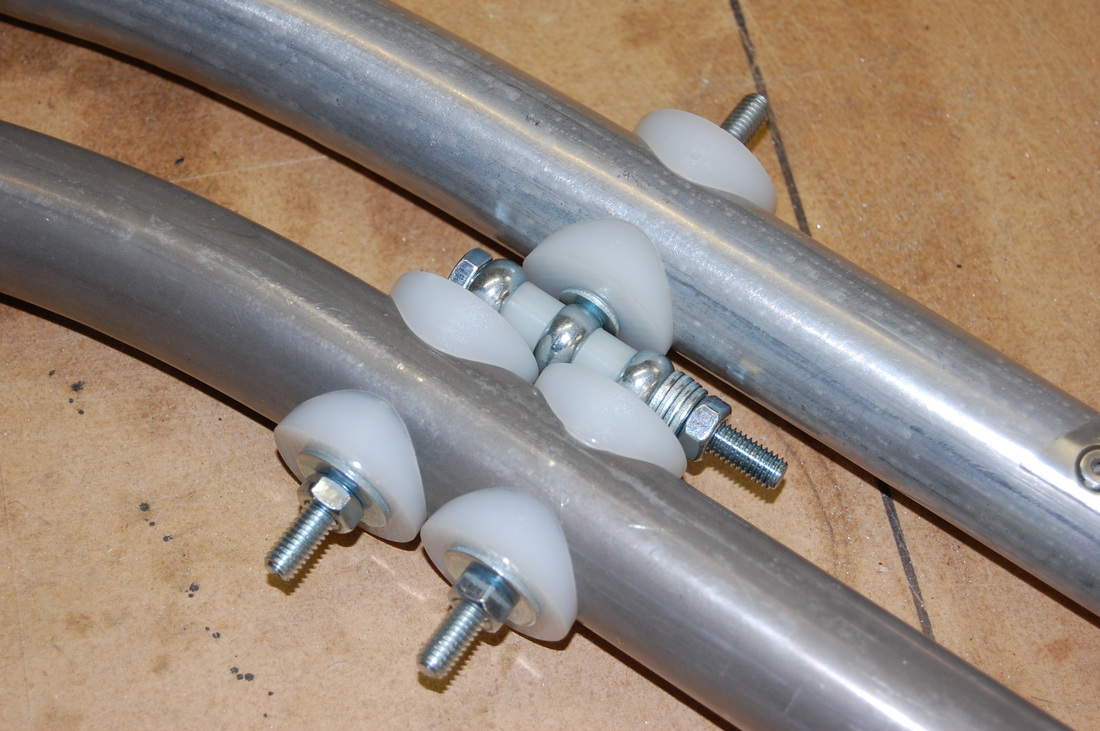
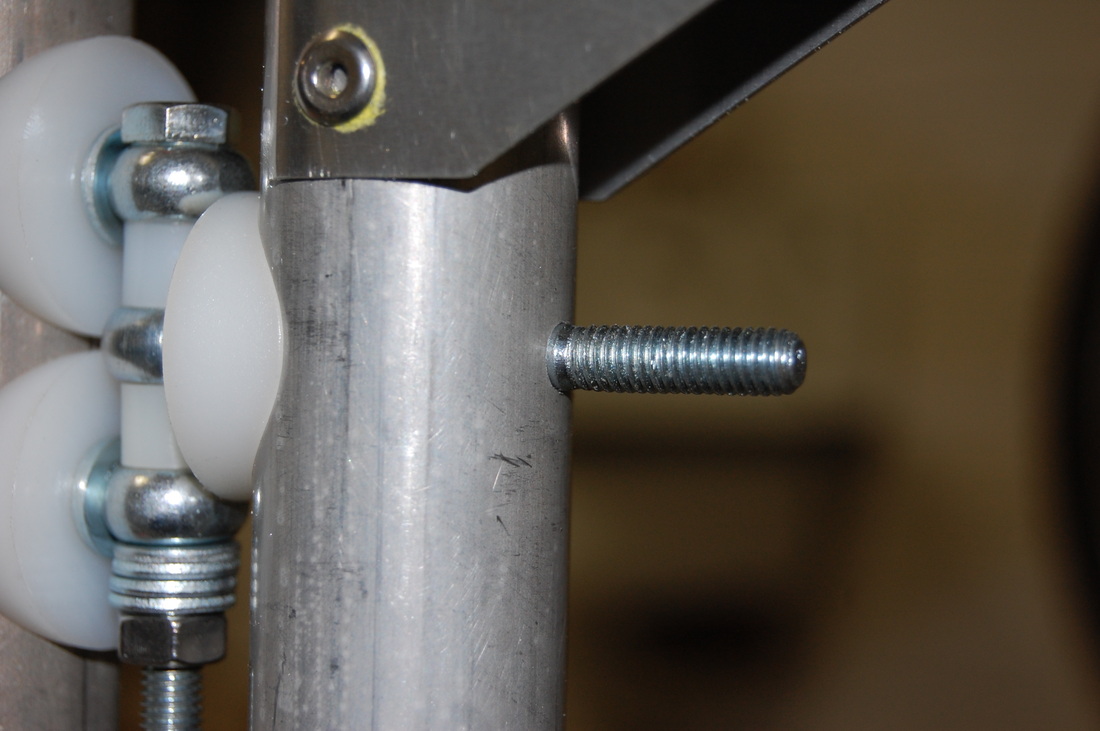
Après cette petite parenthèse technico-ermeto, nous pouvons enfin renforcer nos tubes. Ce point nous inquiétait un peu, mais avec les bons outils, c'est un jeu d'enfant. Par contre, sur le Kiebitz, on doit très fréquemment exercer un serrage sur une vis qui traverse un tube. Évidemment, l’éternel problème dans une telle configuration, c’est de serrer suffisamment sans écraser le tube. Ici, il s’agit tout de même de la fixation de la profondeur … on aimerait bien pouvoir serrer tout convenablement ! ;-)) Une petite entretoise est usinée au tour et glissée entre les deux renforts.

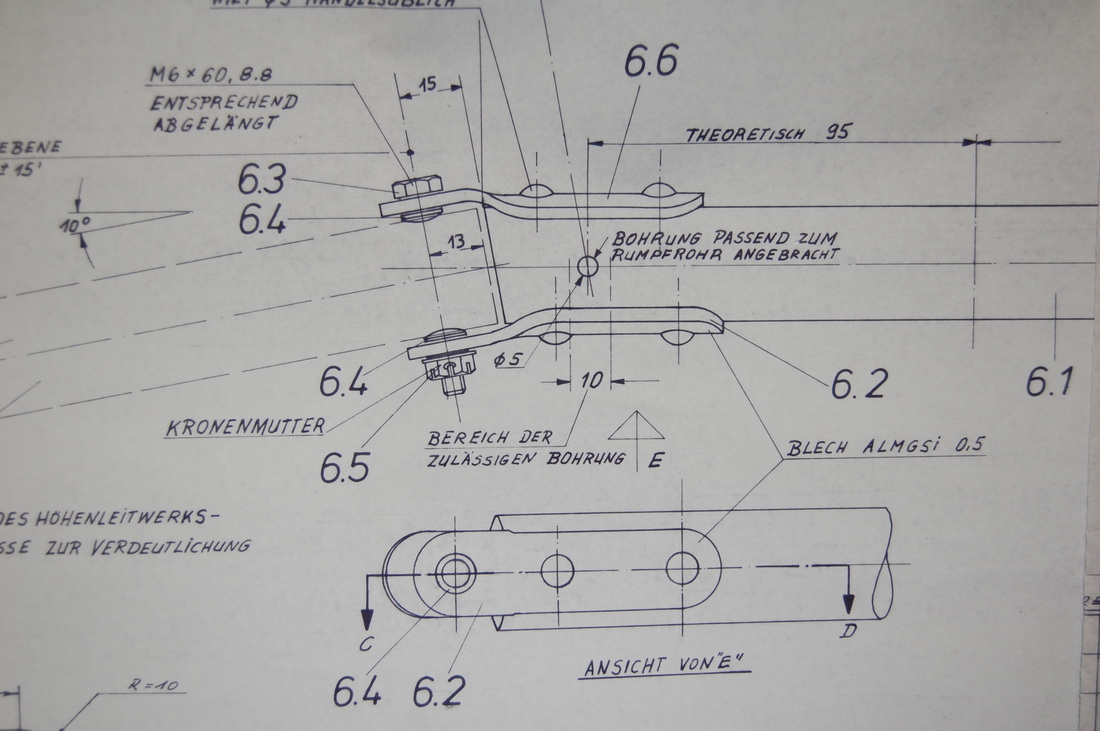
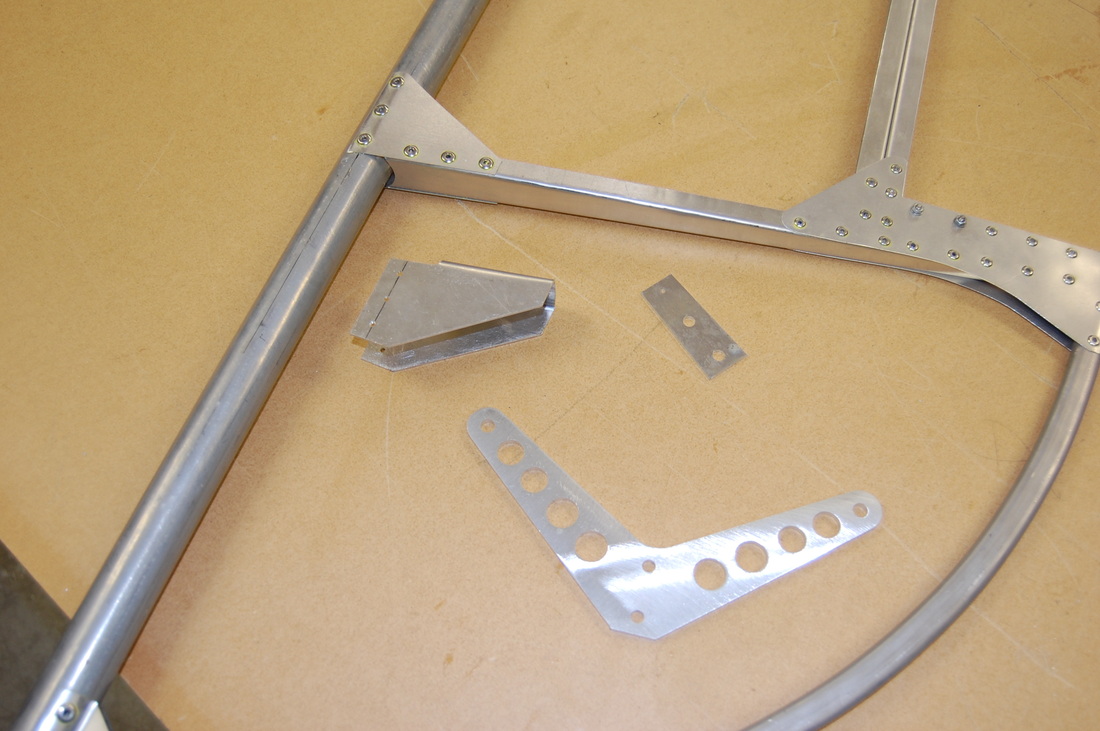
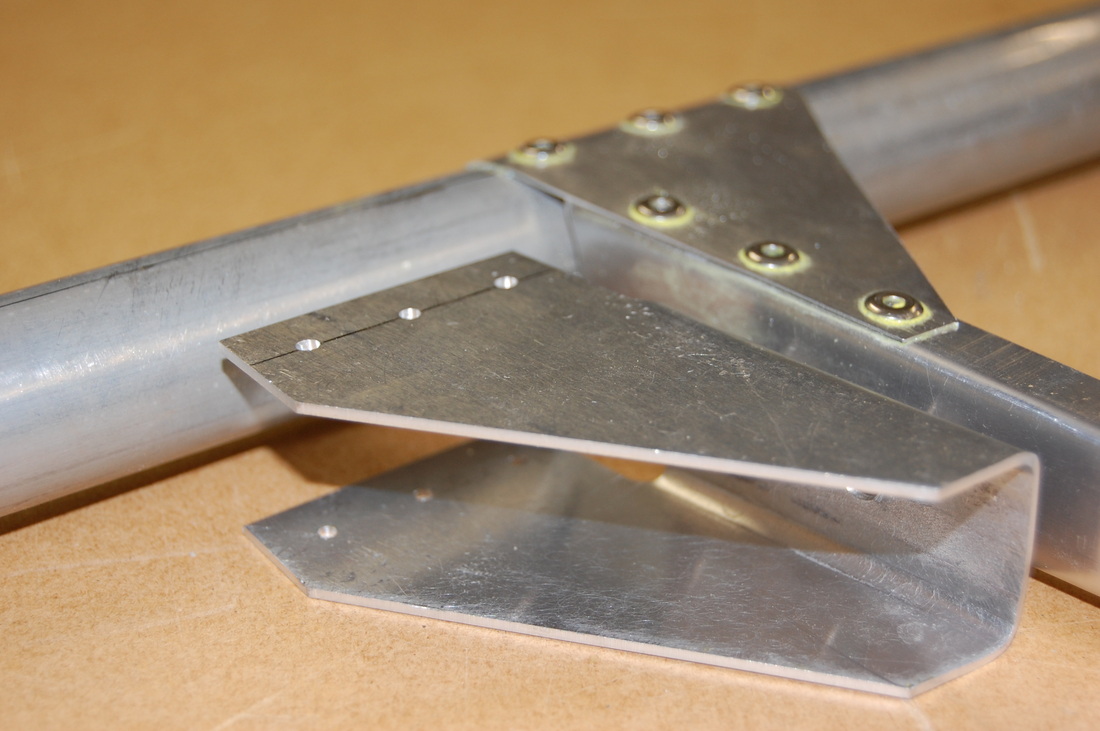
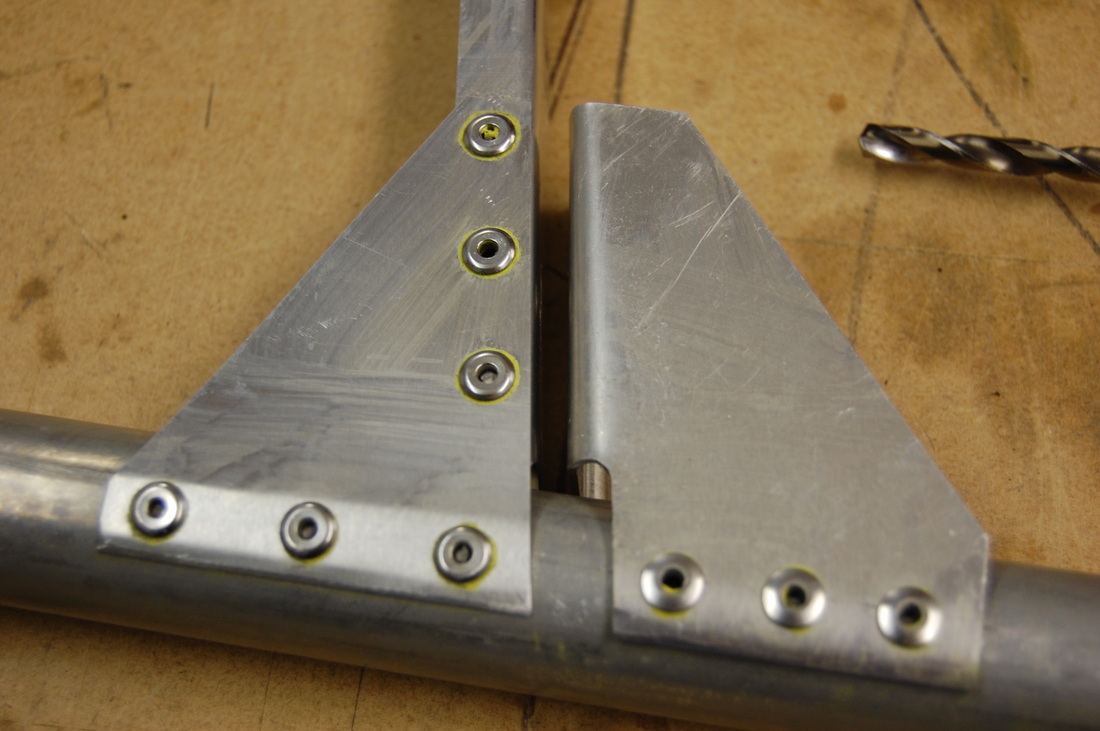
La fixation arrière n’est pas bien compliquée, il n'y a que deux tôles à plier et à renforcer et c'est déjà terminé.





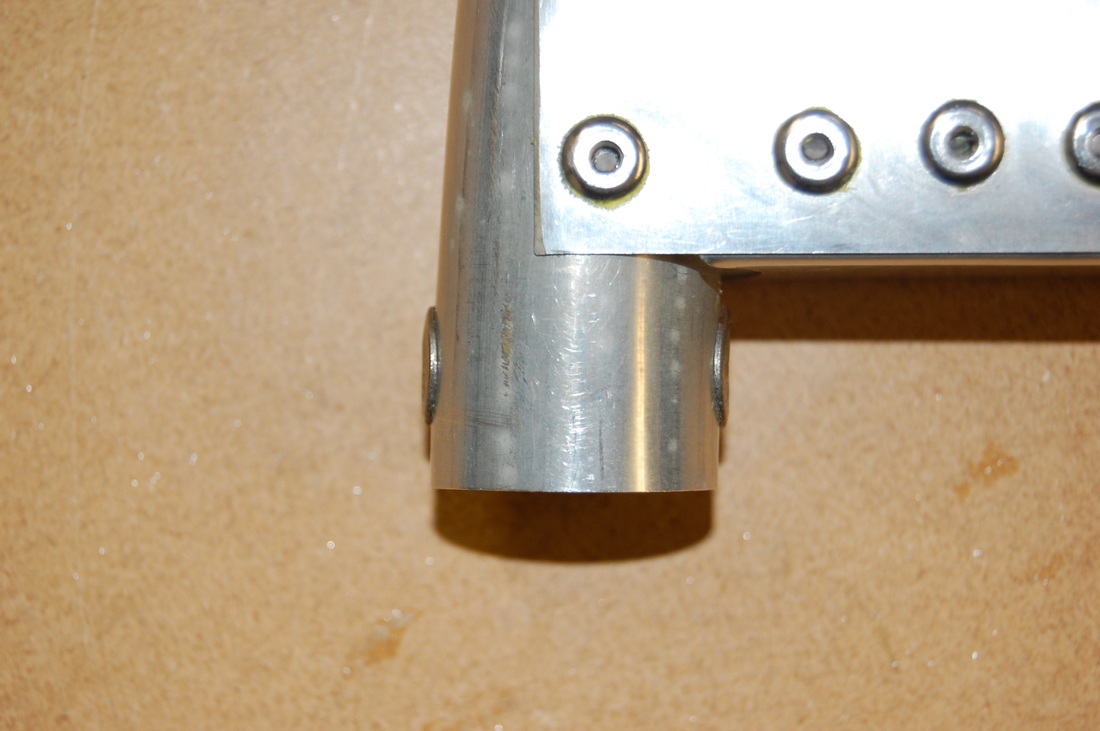
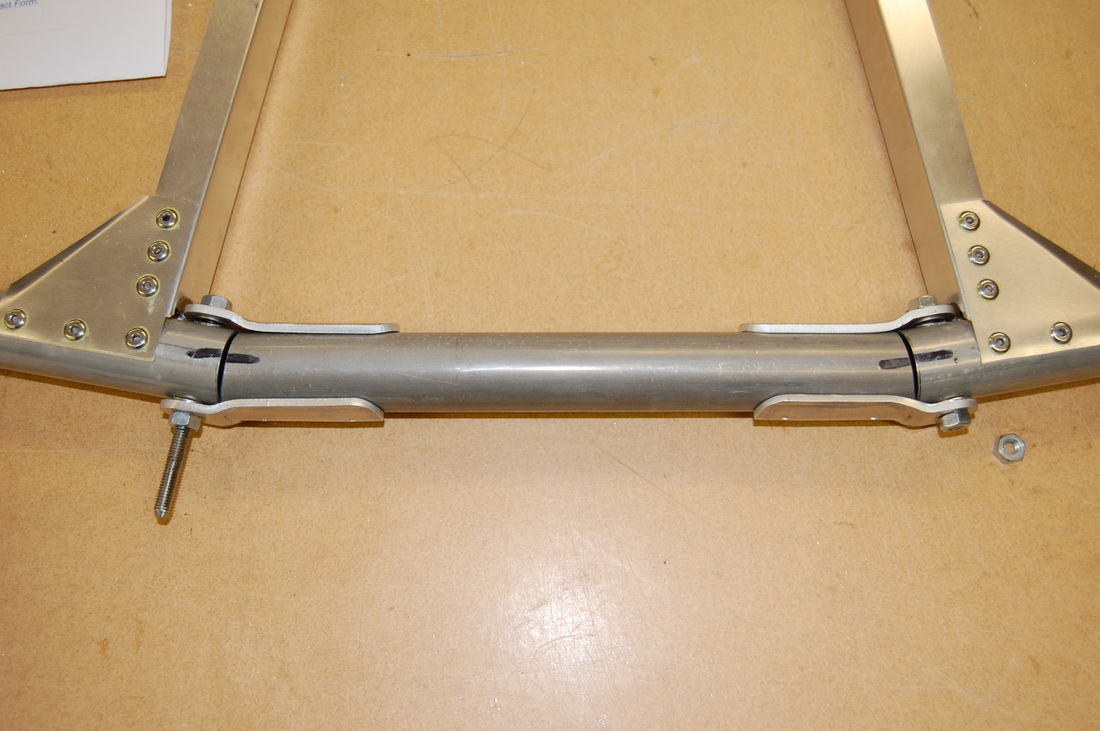
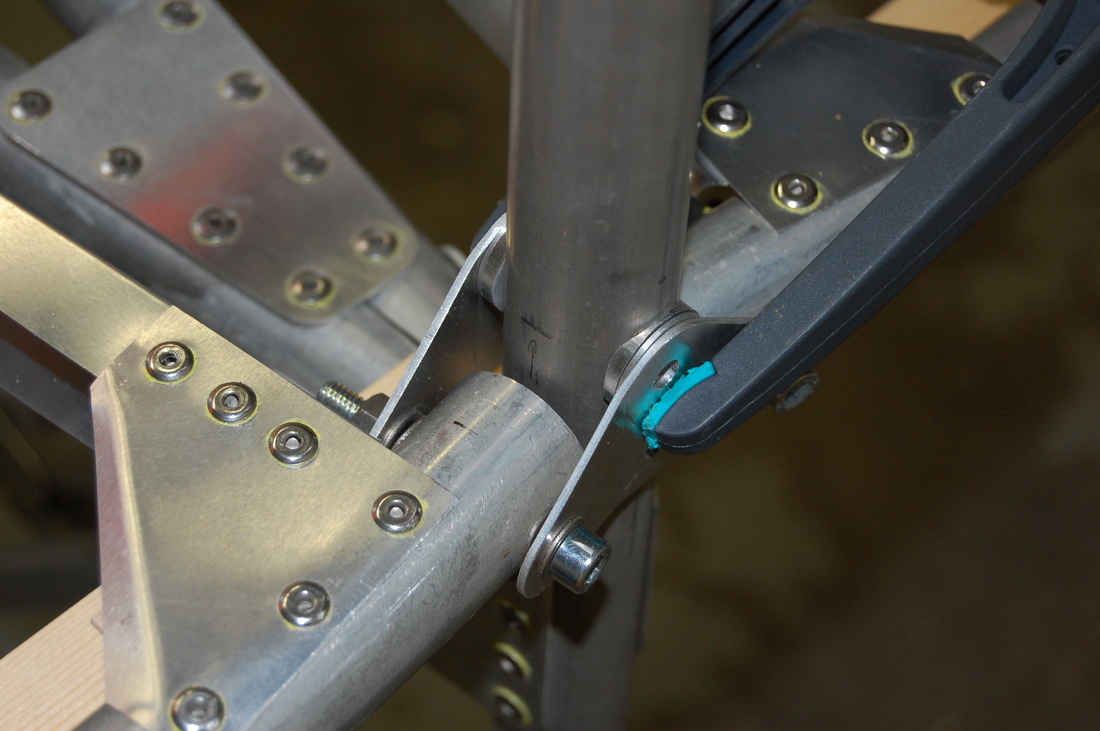
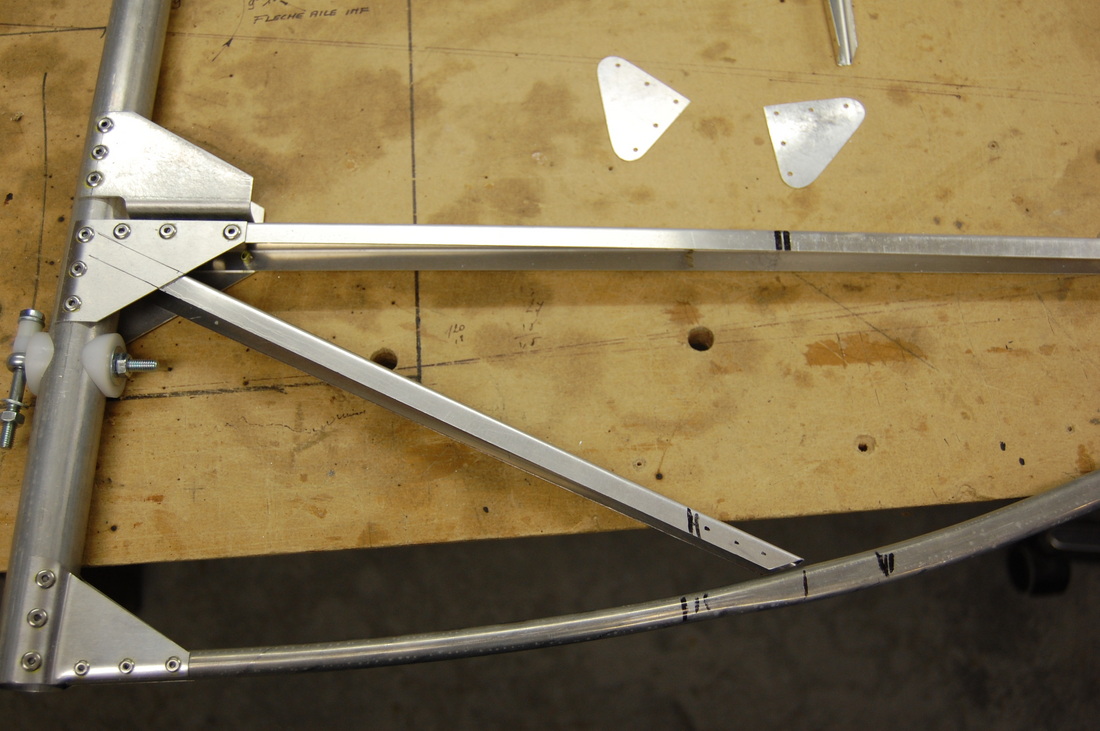
Sur la fixation avant, la mise en forme des pièces 6.2 et 6.6 est la clé du travail. L’arrondi épousant le tube de 28 est obtenu sur le même étau (spécial) que pour les goussets du fuselage. Au bout de quelques essais, on parvient à donner le « S » adéquat aux quatre pièces. Ensuite, il ne reste plus qu’à renforcer les passages de vis avec de l'ermeto et à assembler le tout. On utilise des rivets inox 4x10 classiques au lieu des rivets pleins prévus. Cette dérogation fait partie de celles que M Platzer accepte.






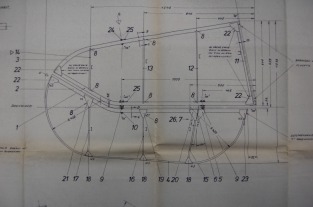
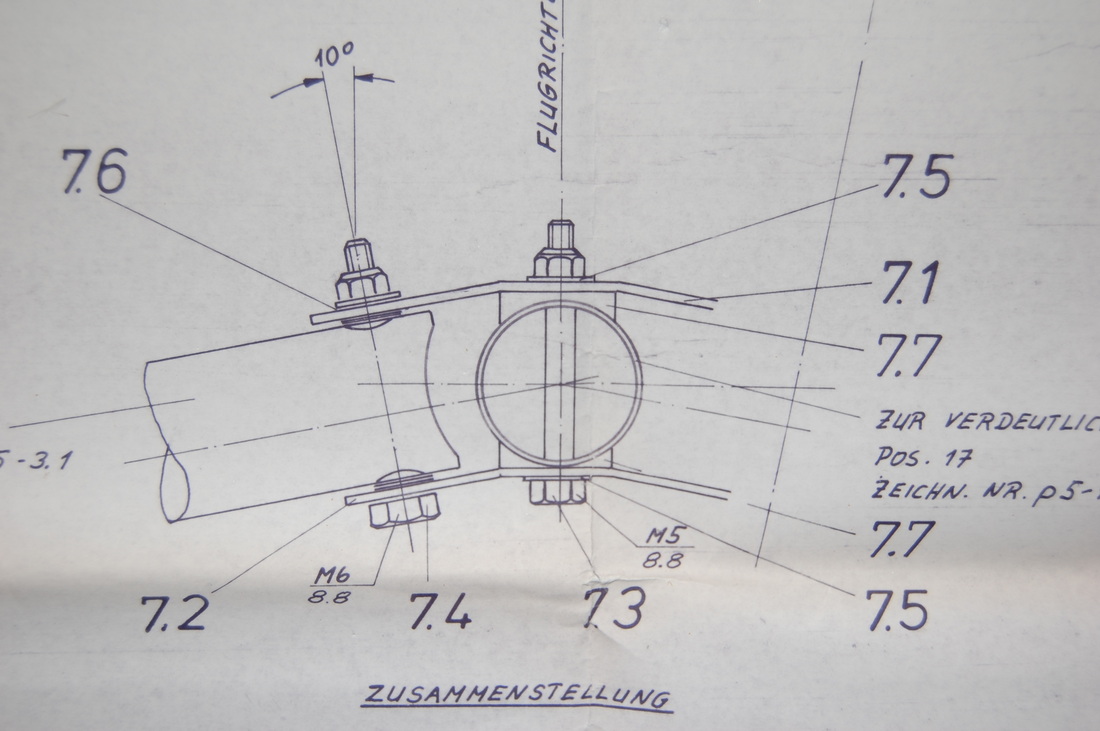
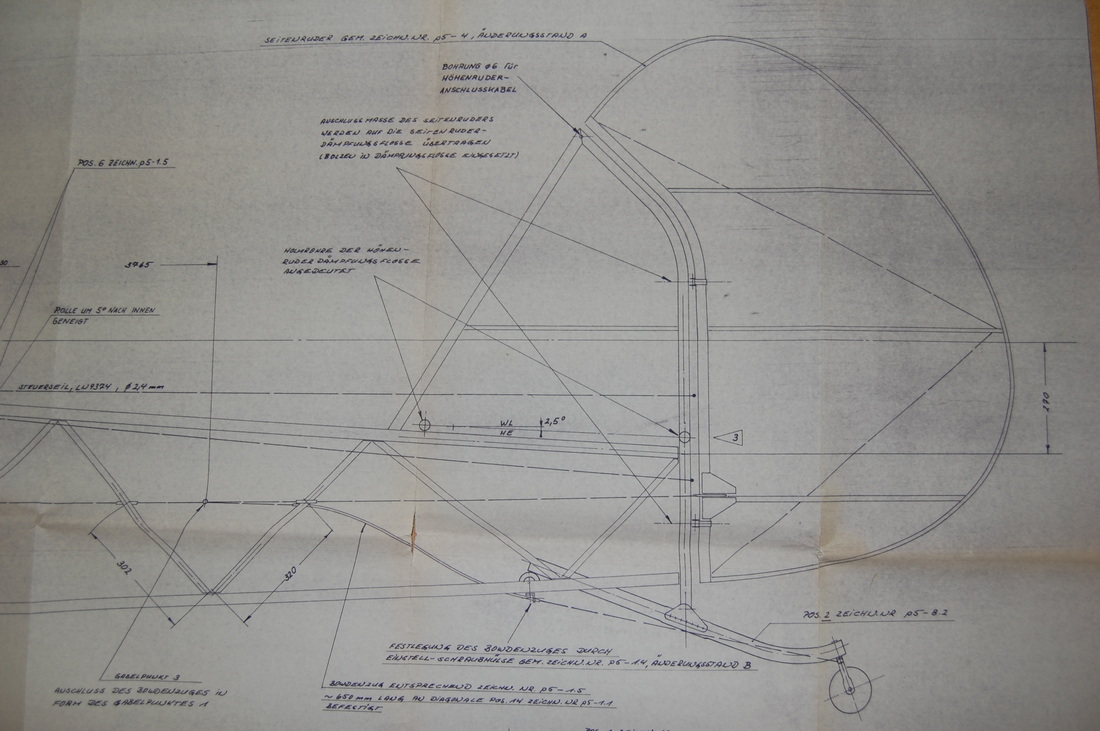
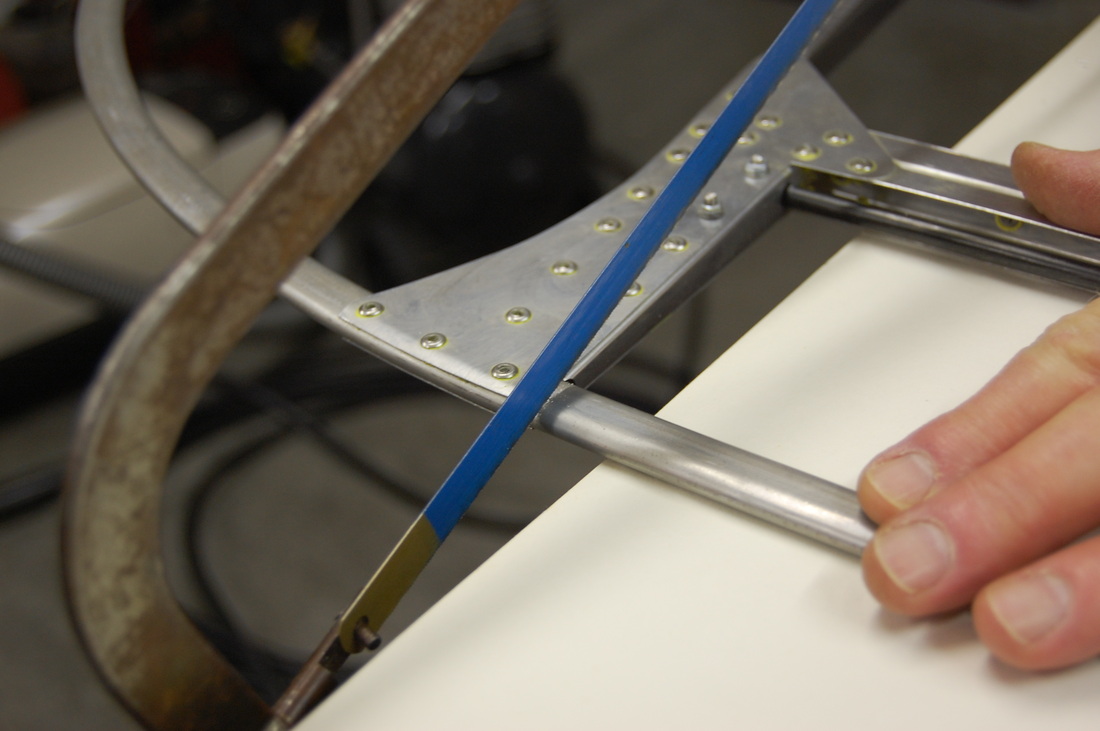
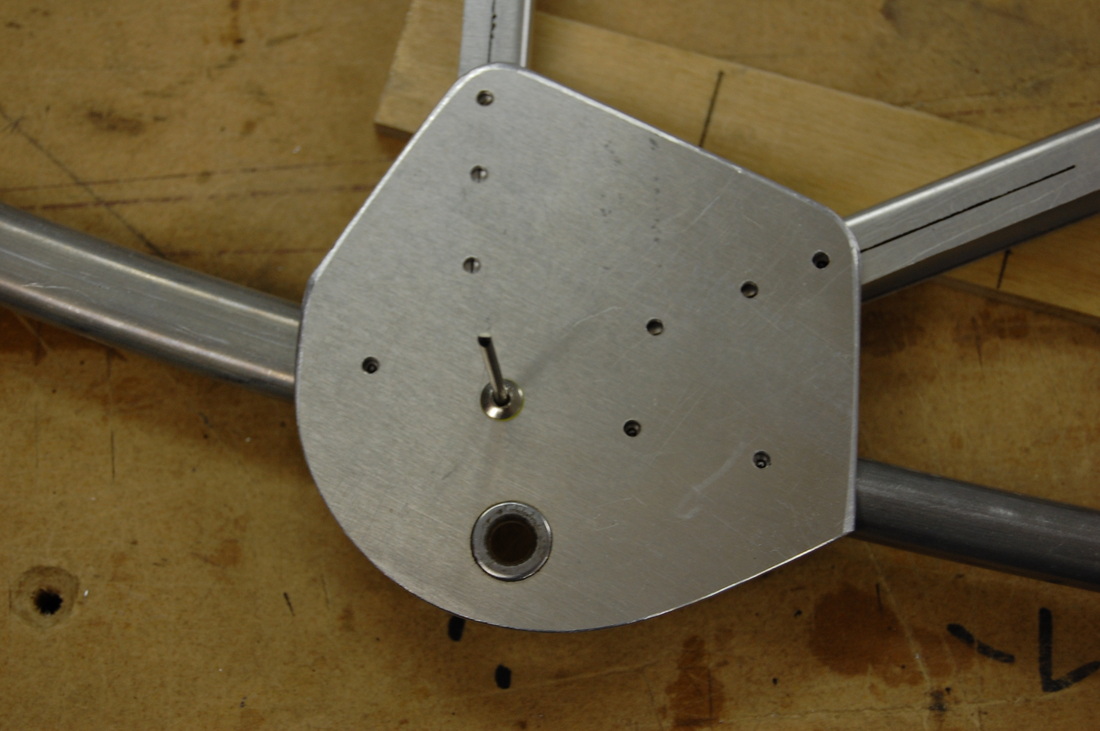
Tout est prêt, on peut enfin procéder à la pose sur le fuselage ! Tout l'art de cette manœuvre consiste à fixer le stab avec une incidence positive de 2,5° par rapport à la "Wasserlinie". On reproduit la configuration du plan N° P5 1.7 ; la ligne d'eau passe par "le point zéro" à l'avant et 270mm plus haut tout à l'arrière.
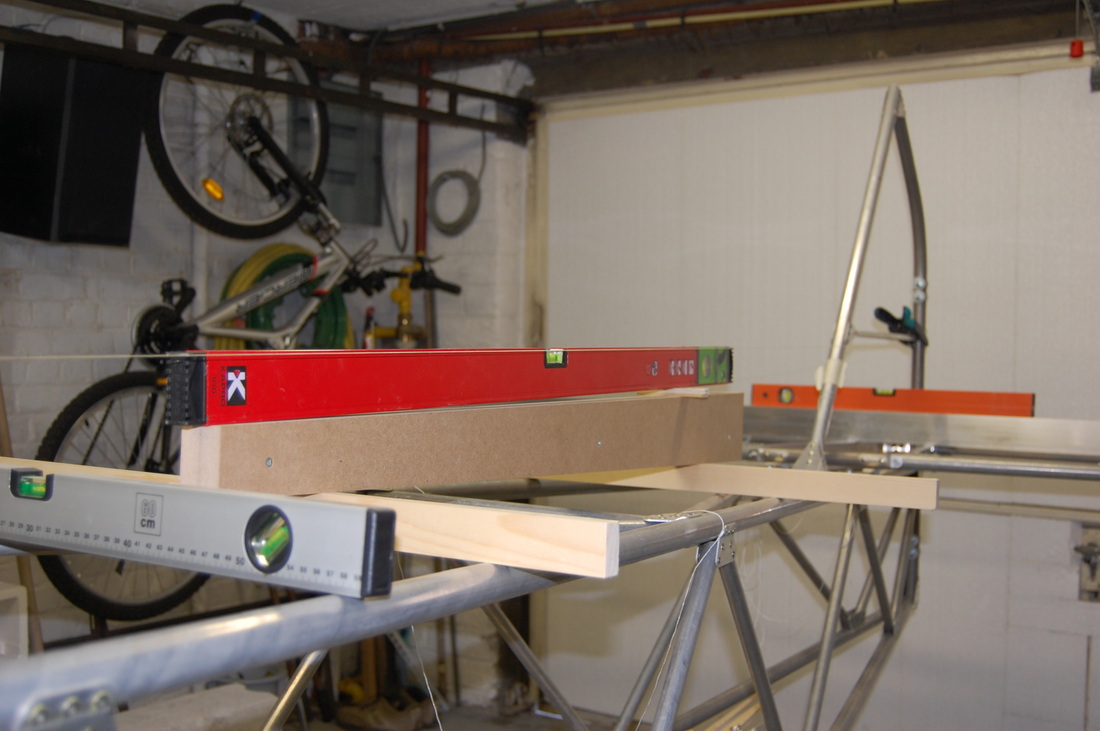

L'angle correct une fois calculé et/ou mesuré, on perce tous les trous nécessaires. Il reste ensuite à tailler les vis aux bonnes longueurs et à remplacer les écrous classiques par des écrous nylstop lors du dernier montage.


Dernier détail, le renforcement de la nervure d'emplanture. Il semblerait que celle-ci plie trop volontiers sous la tension de l'entoilage. Pour éviter ce phénomène, une seconde nervure qui vient s'emboiter dans celle d'origine.

La gouverne de profondeur
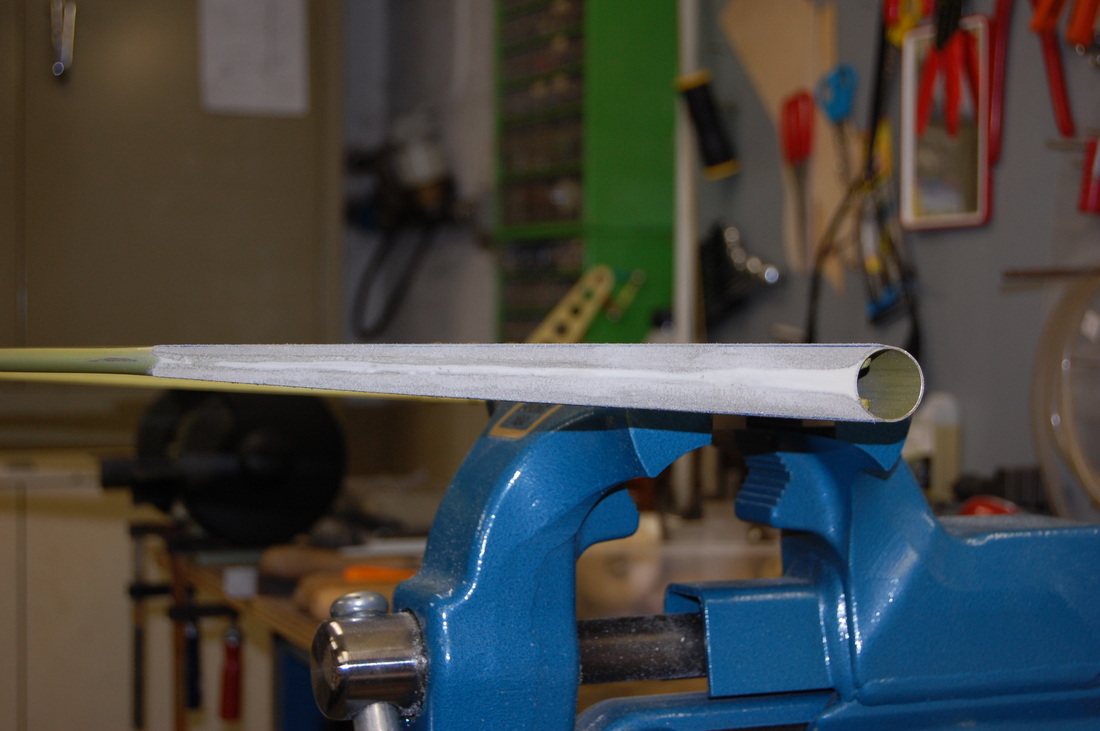
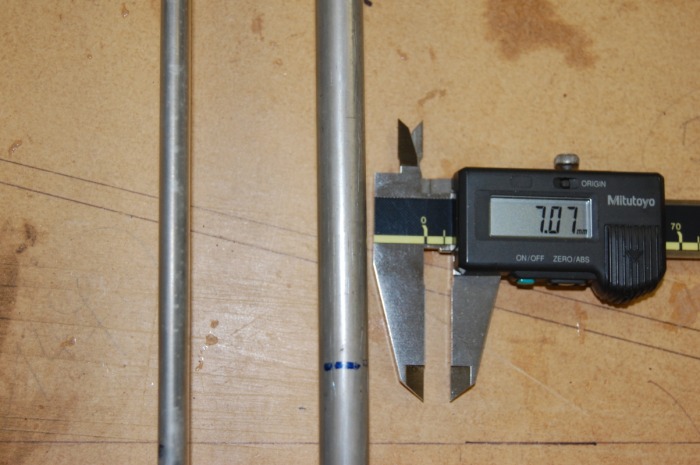
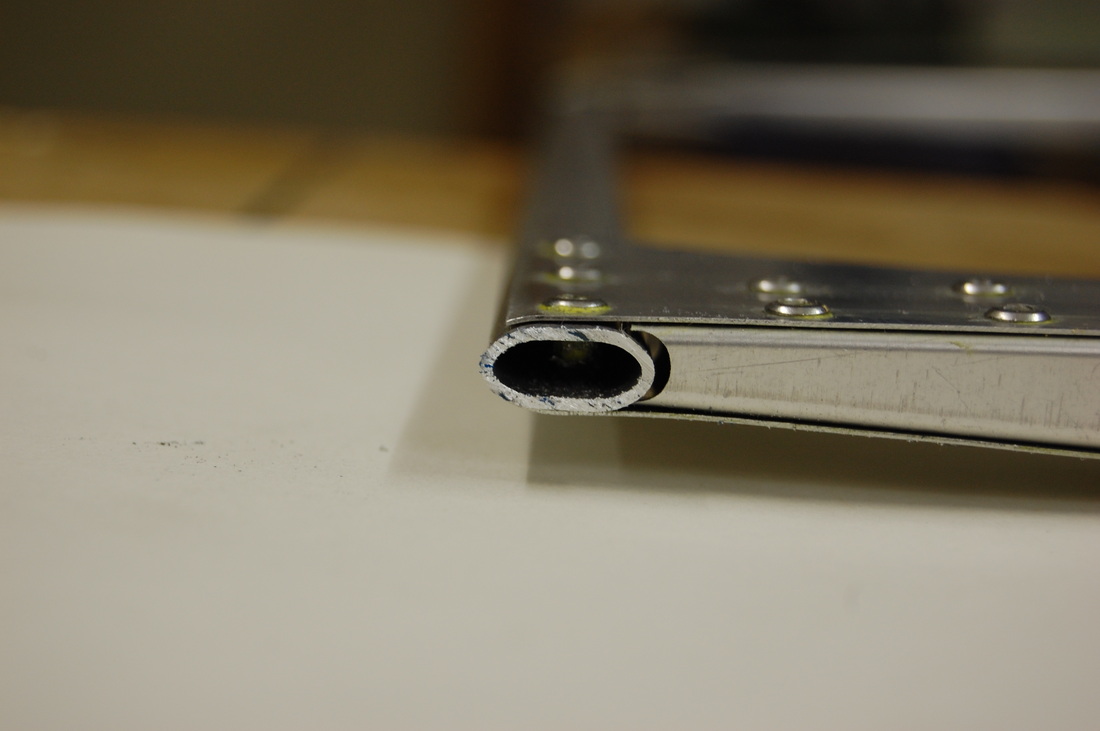
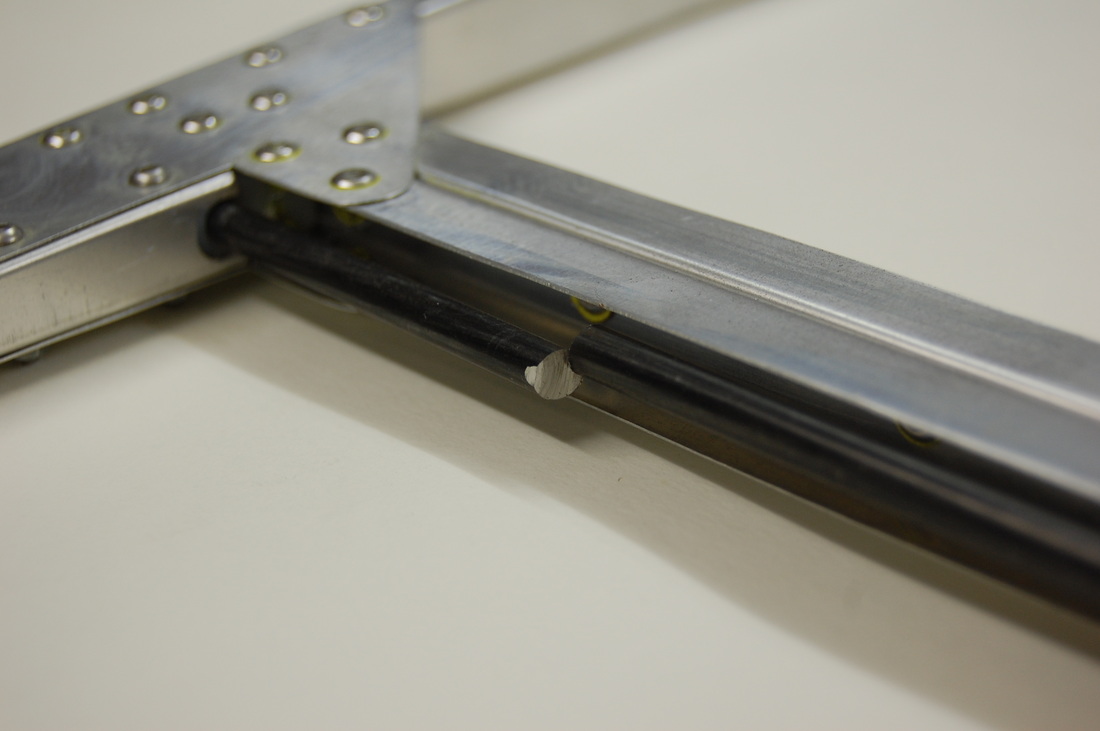
Ici aussi, les tubes ont été cintrés par le Doc sur ses gabarits. On commence donc par écraser le tube de 12 à 7mm. En effet, même si le Kiebitz n’est pas un racer, un tube de 12 (ou de 10 comme prévu par M Platzer) comme bord de fuite, c’est un peu épais. Ce sera plus aérodynamique et plus beau s’il est affiné. Tout l'art consiste à ne pas faire de vagues et à créer de belles transitions entre la section de 7mm et celles, aux extrémités, qui restent à 12. Ceci dit, l’opération est plus aisée que ce qu’on l’imaginait et le résultat vraiment impeccable. Merci pour tout Doc !


Bien entendu, en aplatissant le tube de cette manière, les rayons initiaux des courbes s’agrandissent et le tube ne rentre plus dans le moule. Un petit outil fait maison va nous aider à redresser la situation.


La préparation des nervures est réalisée comme précédemment. Par contre, elles ne font plus 28mm d’un bout à l’autre. Ici, on passe de 28 à 7mm, au bord de fuite. Avant de les fixer, il est préférable de vérifier que ces nervures s’alignent correctement avec celles du plan fixe.
Pour les goussets, la configuration est également légèrement différente. Certains doivent s’appliquer simultanément sur un tube de 28 et un autre de 12. D’autres encore vont sur une nervure et le bord de fuite. La mise en forme de tout ce petit monde est un travail créatif réalisé avec tout ce qui nous passe par la tête : manche de brosse, marteaux, …
Pour les goussets, la configuration est également légèrement différente. Certains doivent s’appliquer simultanément sur un tube de 28 et un autre de 12. D’autres encore vont sur une nervure et le bord de fuite. La mise en forme de tout ce petit monde est un travail créatif réalisé avec tout ce qui nous passe par la tête : manche de brosse, marteaux, …




Avec un bord de fuite aussi fin, la taille et la position des rivets sont importantes. On utilise des rivets de 3 par 5mm qu’il faut veiller à décaler pour éviter les ennuis de vis-à-vis intrados/extrados.
On peaufine les plis de certains goussets à l'aide d'un marteau léger (100Gr) puis, pour éviter toute déchirure de l'entoilage, on procède à un léger ébavurage à la lime. L'alu se travaille facilement, le résultat final est bien homogène. Par contre, la transition entre les tubes de 28 et de 12 est un peu rude. Nous utiliserons de l’airex pour obtenir une finition plus fluide.



La pose du palonnier n'est pas bien compliquée. Il "suffit" de le poser bien perpendiculairement et symétriquement. La mise en forme de la pièce N°5 représente le seul point délicat. Un outil dédié est fortement recommandé.


Moment sympa de la construction, associer les gouvernes aux stabilisateurs. La position des charnières extérieures est ramenée de 15mm vers l'intérieur par rapport au plan. Ainsi, on est pratiquement hors de la zone courbée des tubes de 28 et les axes des charnières restent alors bien alignés.



L’illustration du câblage de ces gouvernes trouve ici
Le trim
Michael Platzer, le concepteur, n’a pas prévu de trim de profondeur. C’est pourtant un élément important pour un pilotage agréable. Pour cette raison, la très grande majorité des constructeurs en insère un. En surfant sur internet et en interrogeant "la communauté Kiebitzienne", on a vite pas mal d’exemples hors desquels il suffit de s'inspirer. J'en profite pour remercier Éric Proust pour toutes ses photos qui nous sont très utiles même si nous optons pour une mise en œuvre légèrement différente.
Après une petite étude et un essai en carton, on passe à la pratique. La création des quatre grands goussets est assez aisée. Néanmoins, la position des rivets doit être calculée judicieusement afin d’éviter les problèmes de vis-à-vis des rivets près du bord de fuite.

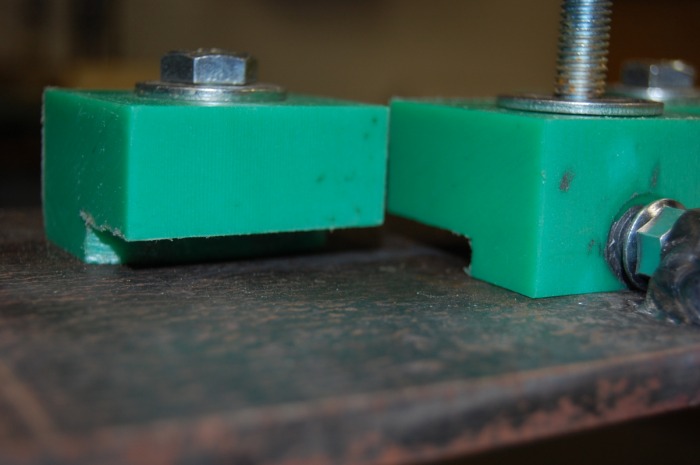
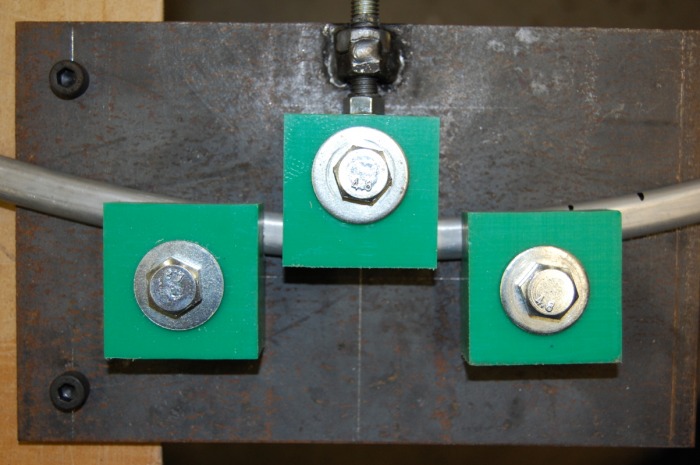
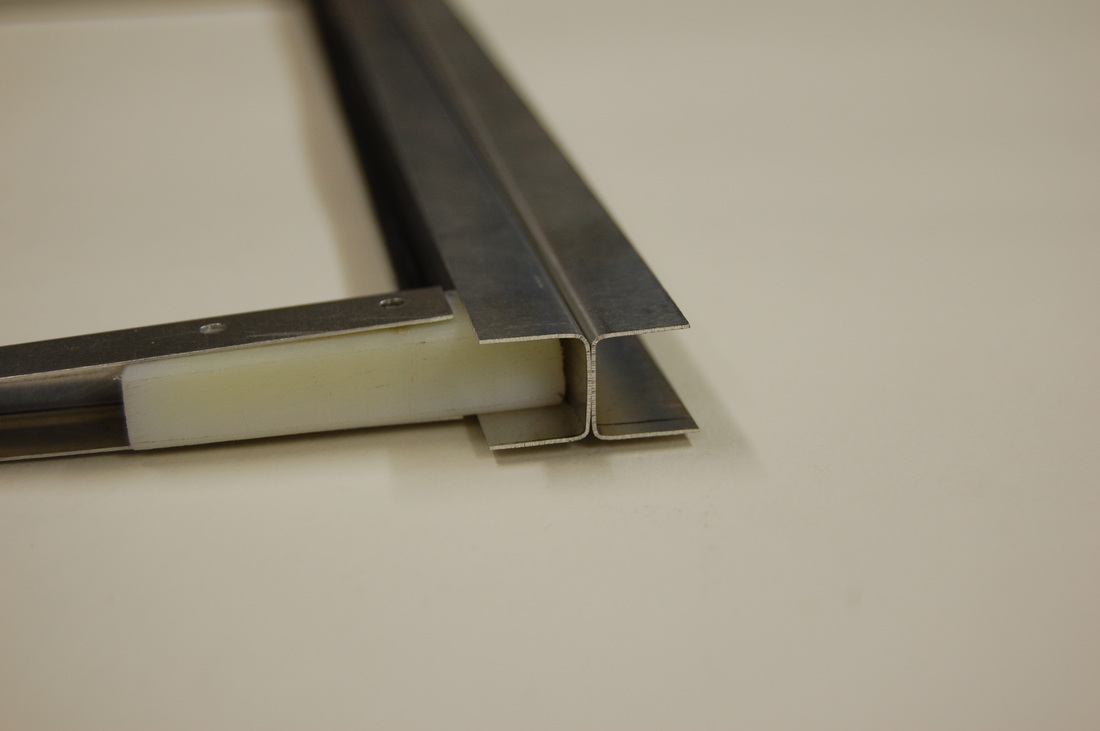
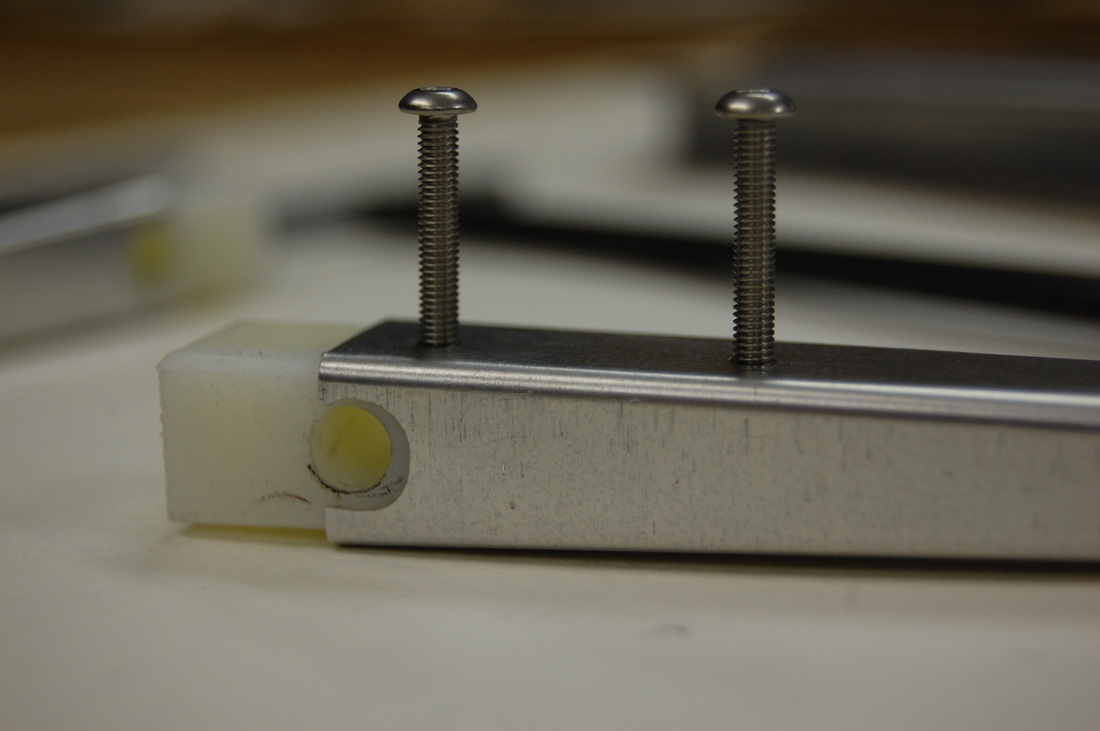
Pour conserver une bonne rigidité de la zone qui accueille le trim, on relie les deux nervures par un profilé en ‘H’ (formé de deux ‘U’ réunis par des rivets). Contrairement à beaucoup d’autres, notre le volet sera en Styrodur recouvert de fibre et de résine. Dès lors, pas question d’utiliser une charnière piano. Celle-ci sera constituée d’un tube de fibre de verre et d’un jonc en carbone. Ce dernier sera fixe et maintenu dans deux blocs de nylon logés dans deux petites nervures. Les principaux challenges de cette méthode sont la fixation et l’alignement de ces blocs.
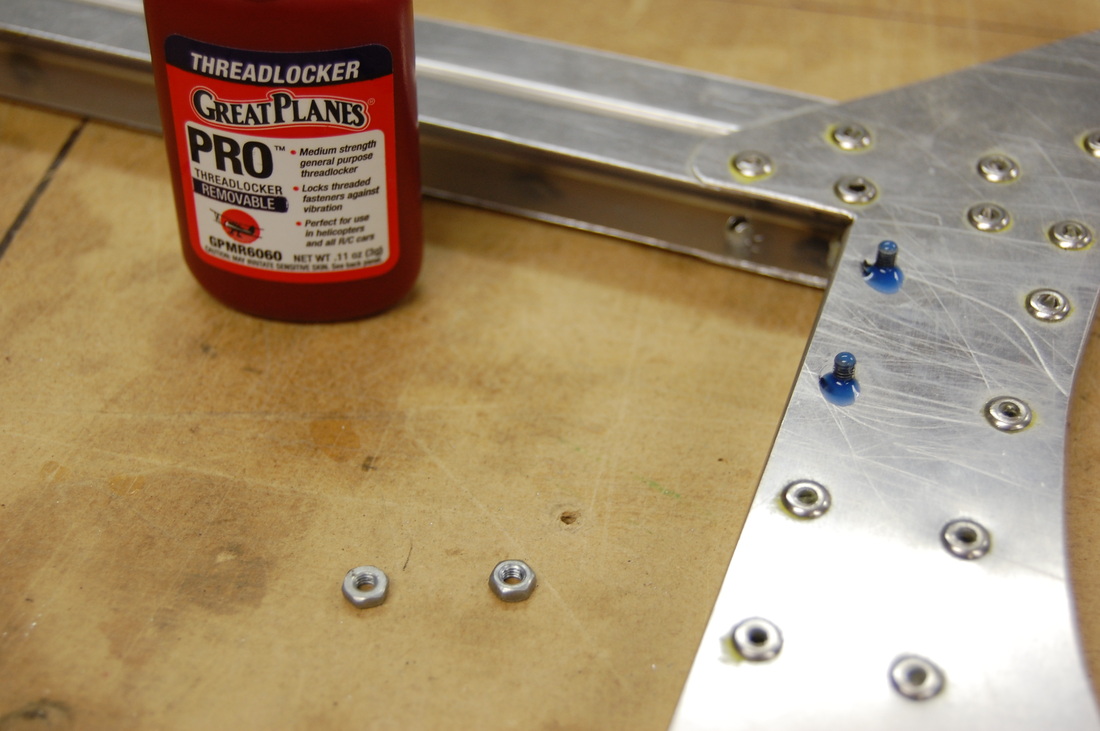
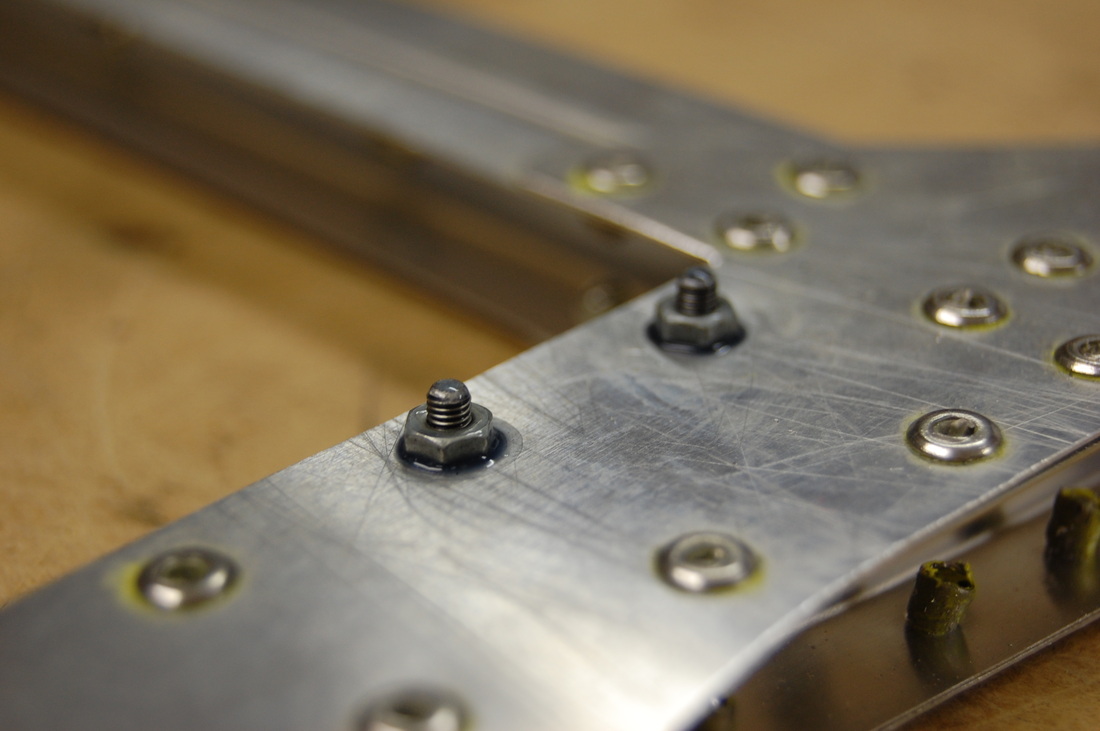
Pour la fixation, deux petites vis M3 en inox feront l’affaire. Pour s’assurer que les blocs restent parfaitement alignés durant l'assemblage, une corde à piano fera office d'axe de charnière.
Pour la fixation, deux petites vis M3 en inox feront l’affaire. Pour s’assurer que les blocs restent parfaitement alignés durant l'assemblage, une corde à piano fera office d'axe de charnière.

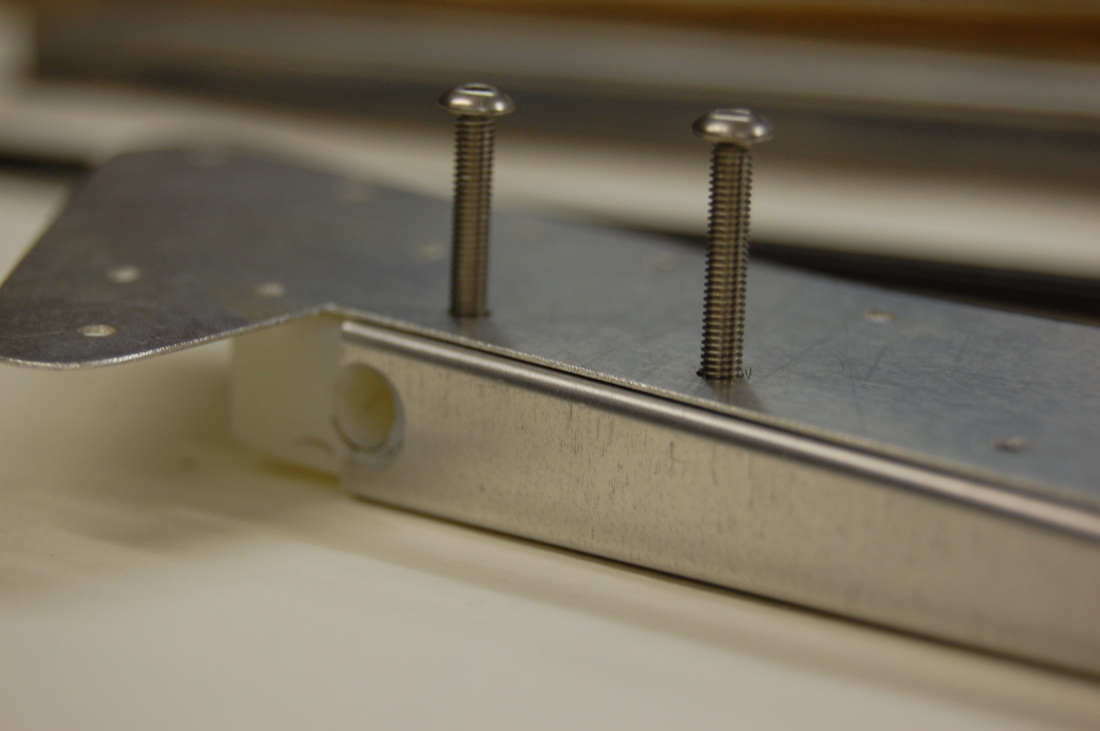
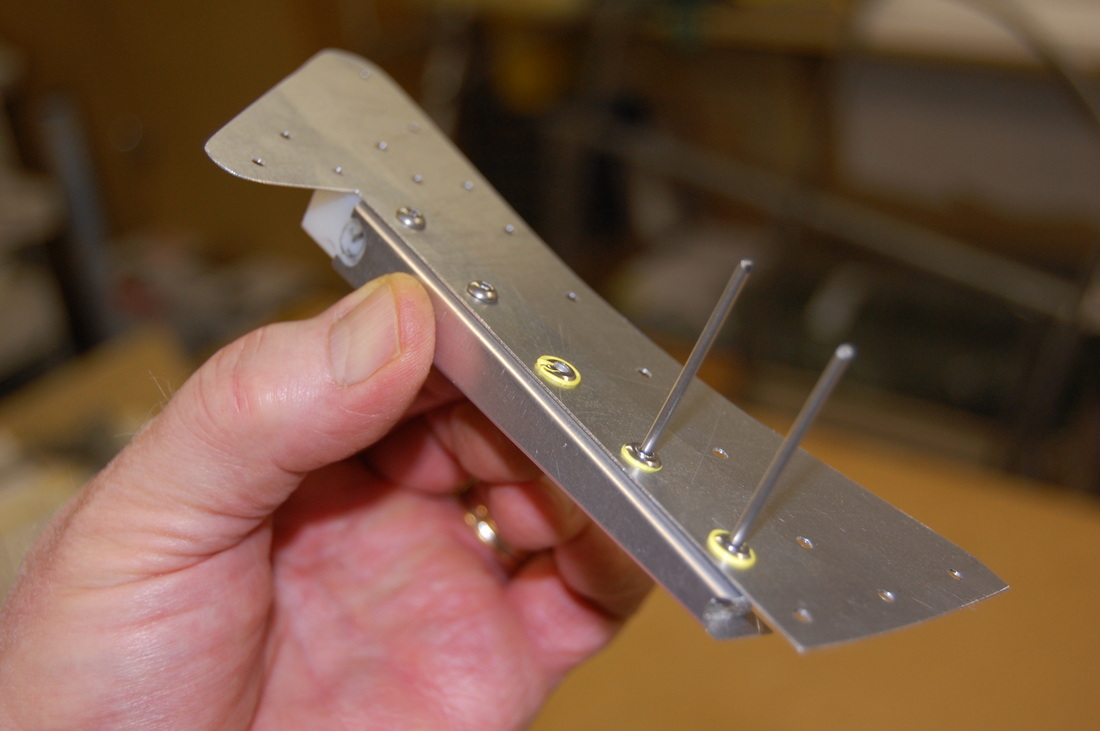


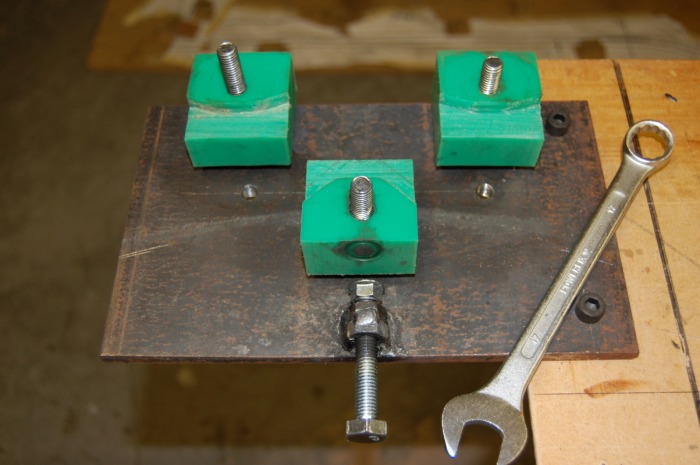
Ça commence à prendre forme, il est temps de couper le bord de fuite et de retirer la corde à piano de maintient.



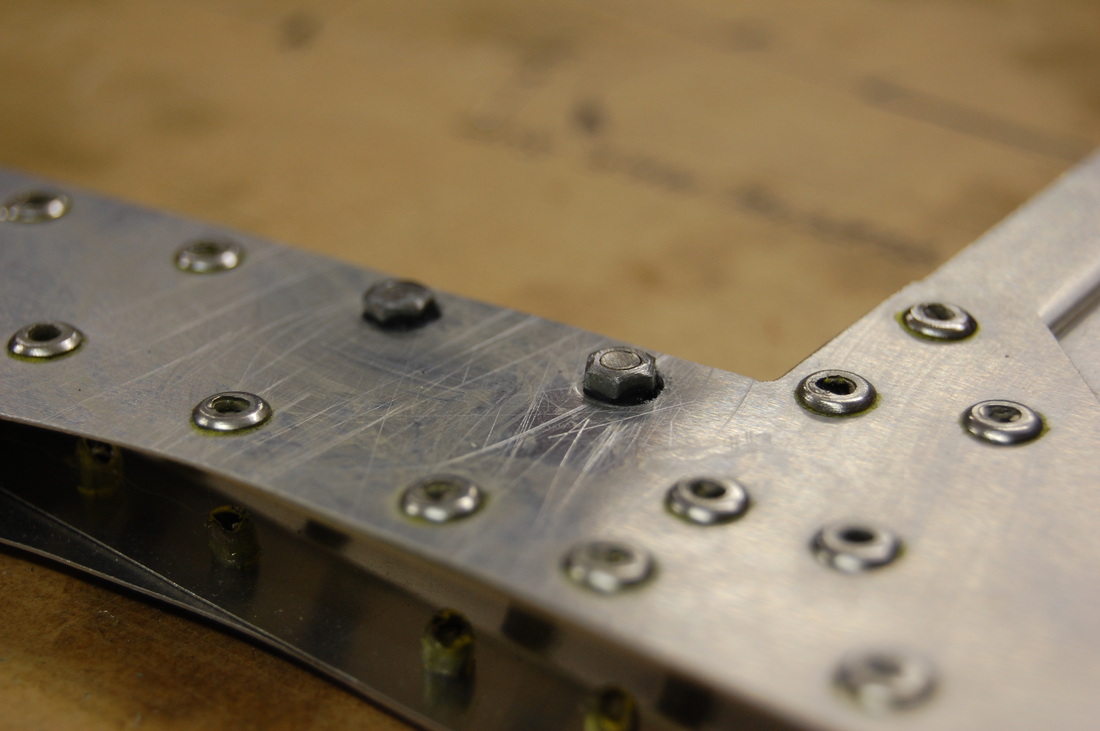
On applique du frein filet (aviation bien sûr ... ;-) sur les quatre vis M3 et on élimine tout ce qui dépasse des écrous.
Le volet est extrait hors d’un bloc de Styrodur en utilisant la technique de découpe au fil chaud, guidé par deux gabarits en bakélite. Le seul point délicat de l’opération est la création de l’évidement cylindrique nécessaire pour intégrer le tube en fibre de verre.


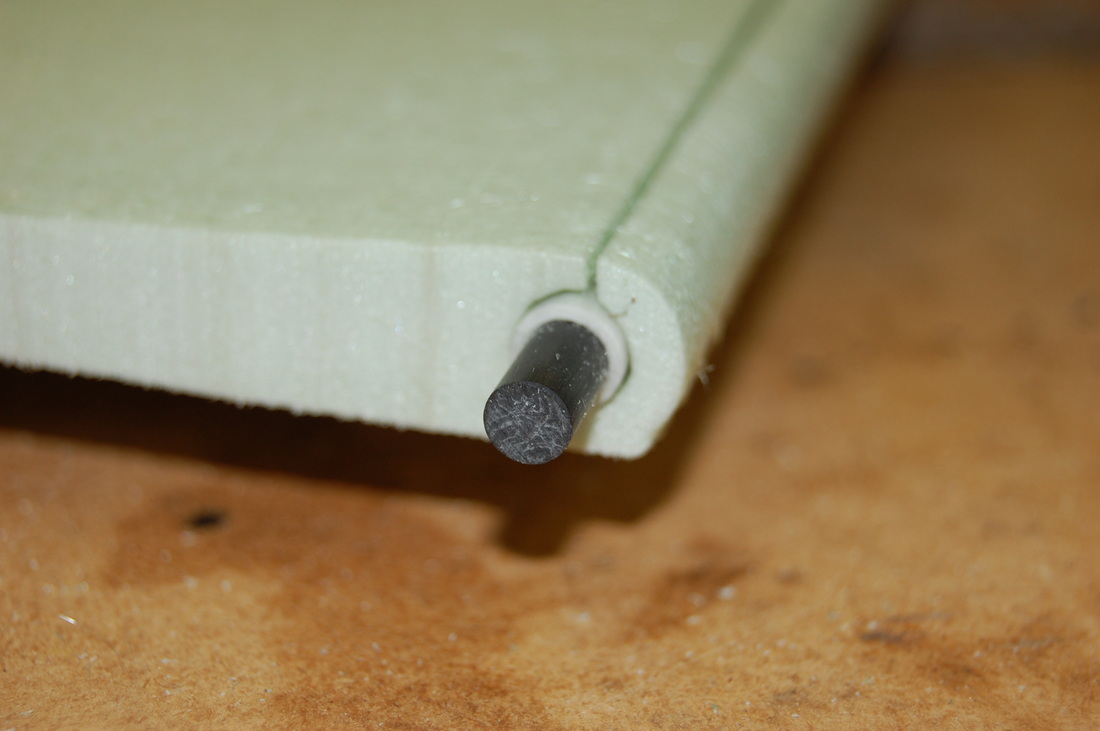
Un bloc de bois est intégré dans le volet de manière à obtenir une base solide pour la fixation du palonnier de commande. Celui-ci est découpé hors d’un déchet de tôle d'aluminium de 1,5mm. Sa fixation est assurée par deux petits inserts M3 logés dans la base en bois et autant de vis inox. L’autre flanc du volet est renforcé à l’aide d’un CTP de 3mm.
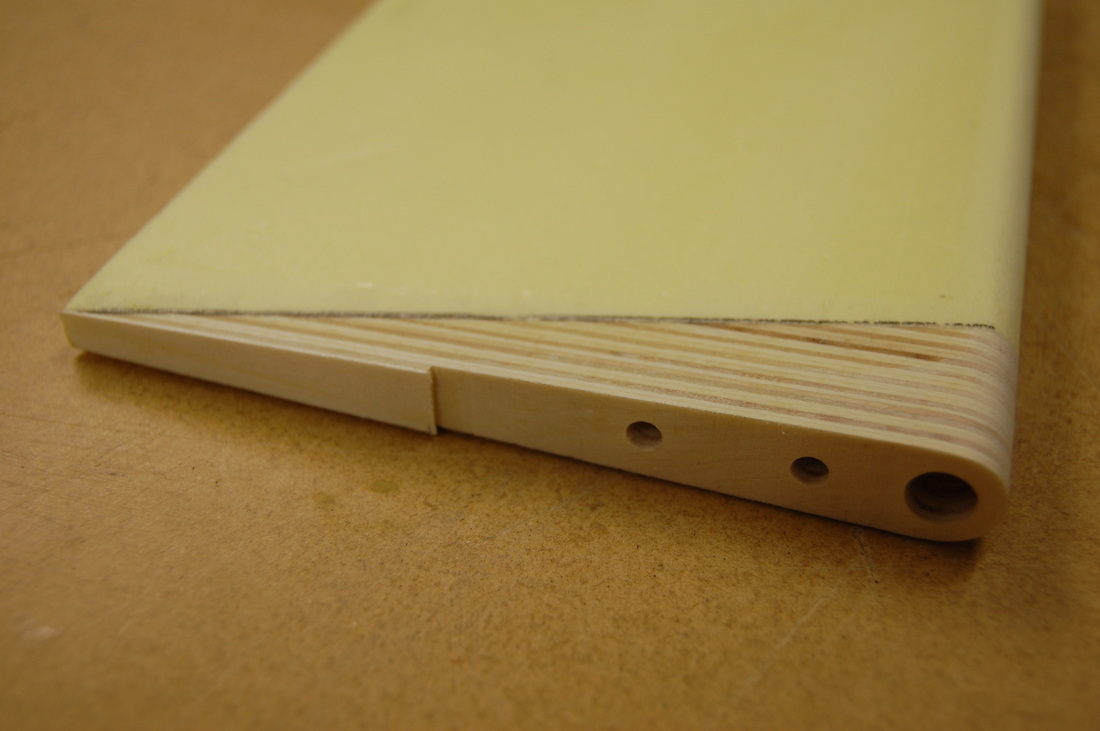

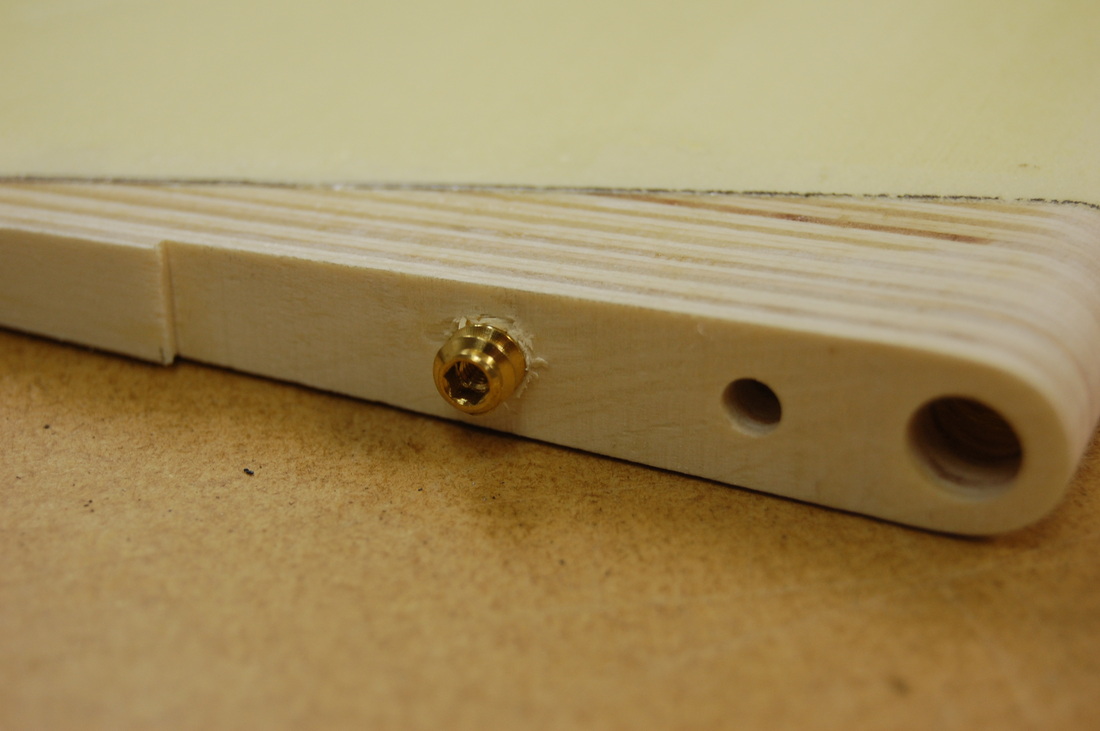

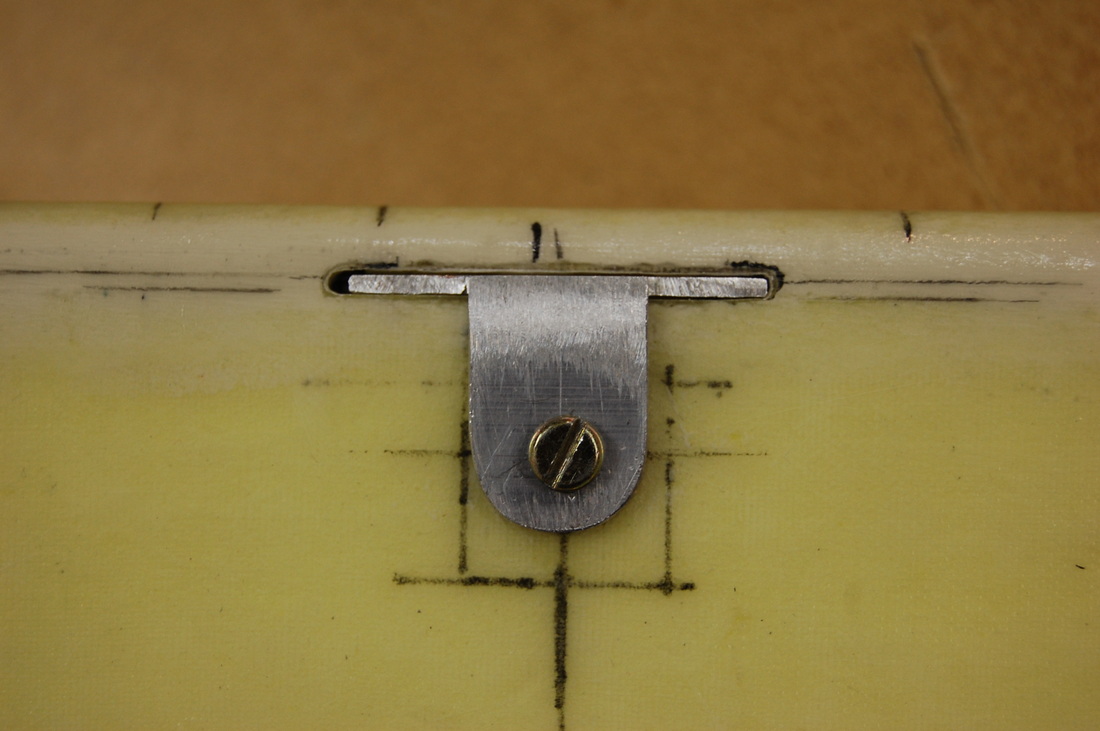
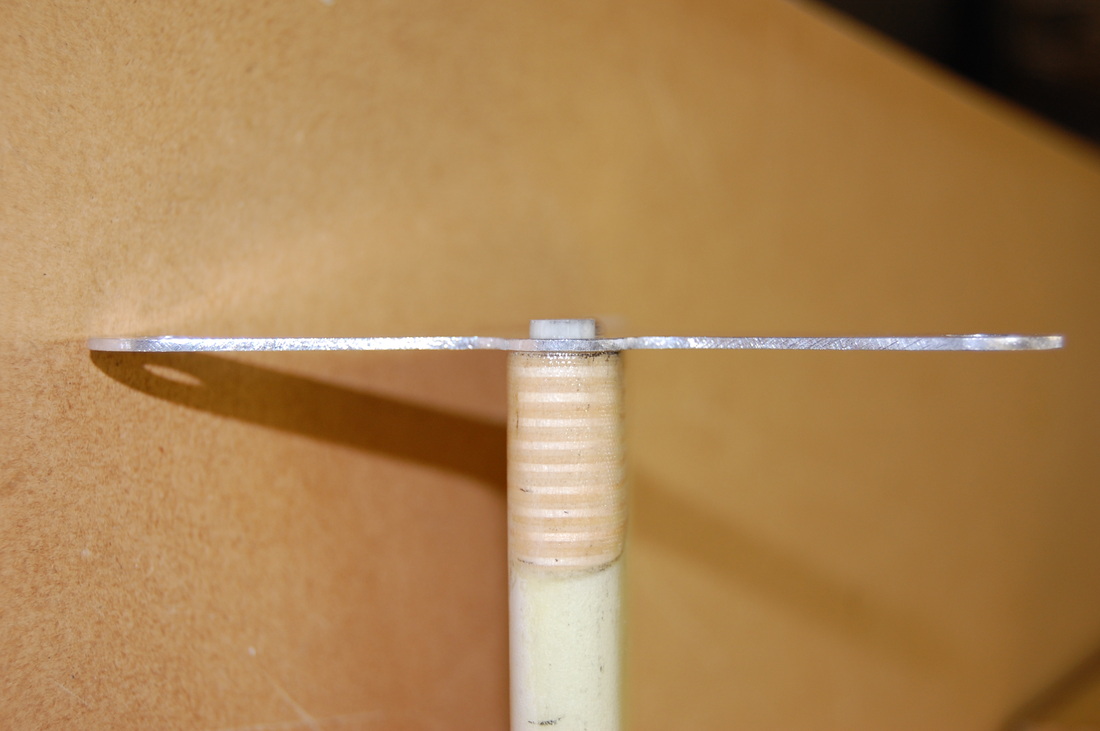
L’axe en carbone est en deux parties. Chacune coulisse vers l’extérieur et vient se loger dans un palier en nylon. Ces manipulations s’opèrent à travers une petite fenêtre également utilisée pour introduire un petit verrou qui empêche tout déplacement intempestif des axes. Sa fixation est assurée par une vis et un insert M3 logé dans un bois noyé.


Le marouflage est réalisé avec un tissu de verre de 20gr/M² enduit de résine. C'est lors de cette étape que le tube en fibre de verre est collé définitivement dans le volet. Le jeu nécessaire de part et d’autre du volet est obtenu à l’aide de deux rondelles de nylon. L’ensemble est très rigide, léger et (dé)montable en un clin d’œil, que demander de plus ! ;-)




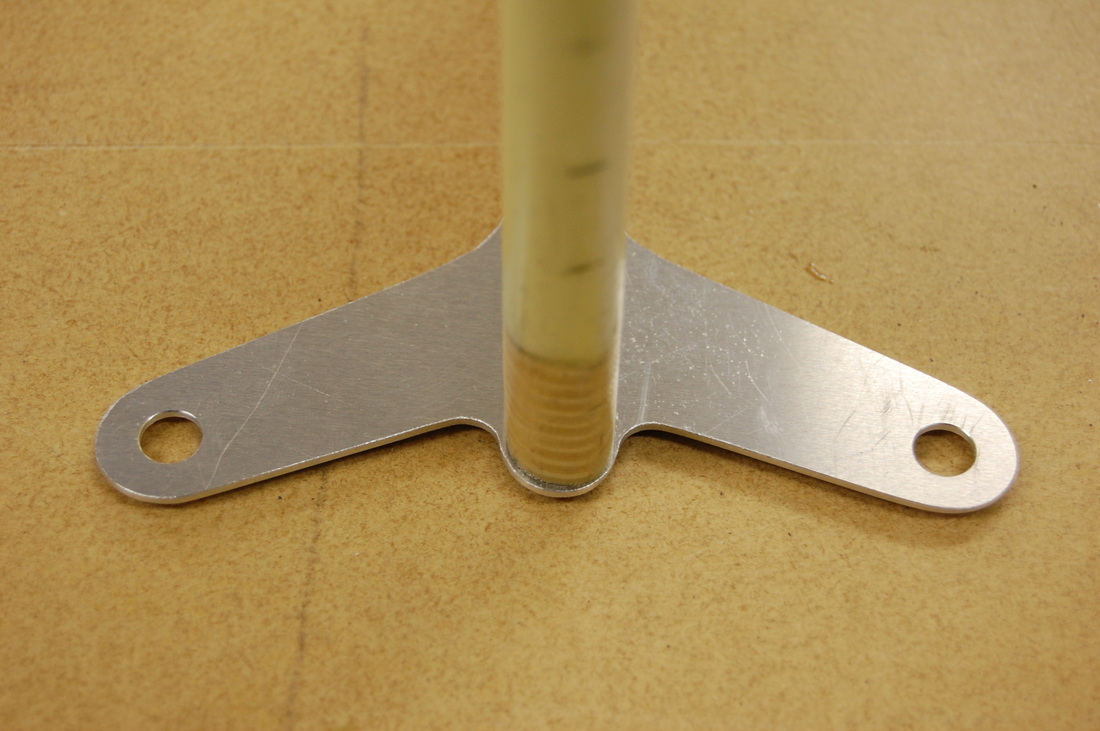
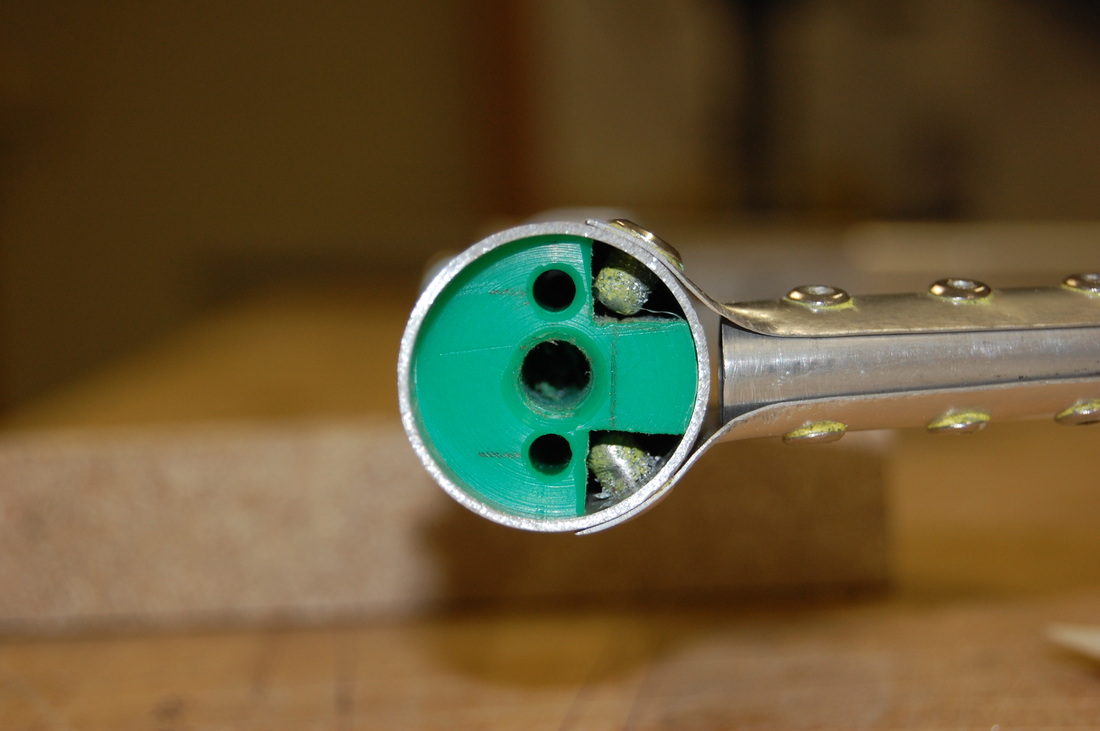
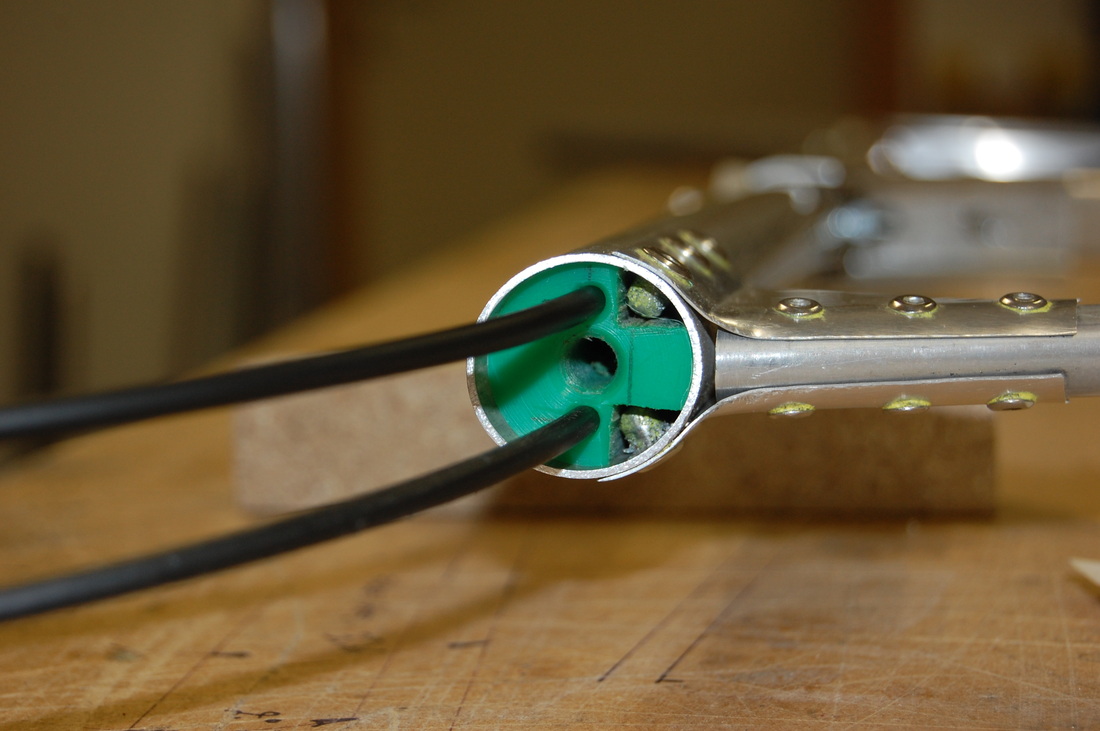
Comme les gouvernes, le trim est actionné par un jeu de câbles aller-retour. La gouverne (de gauche) reçoit donc un petit montage supplémentaire. Il oriente les deux gaines parfaitement en direction des extrémités du palonnier.

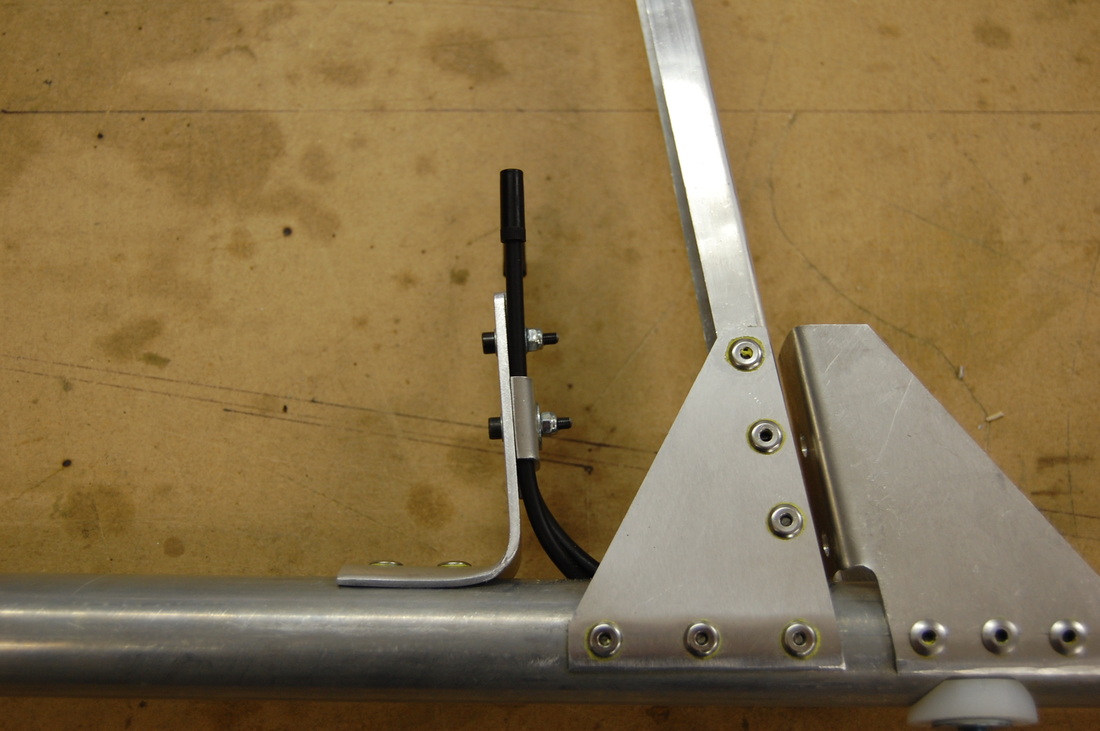
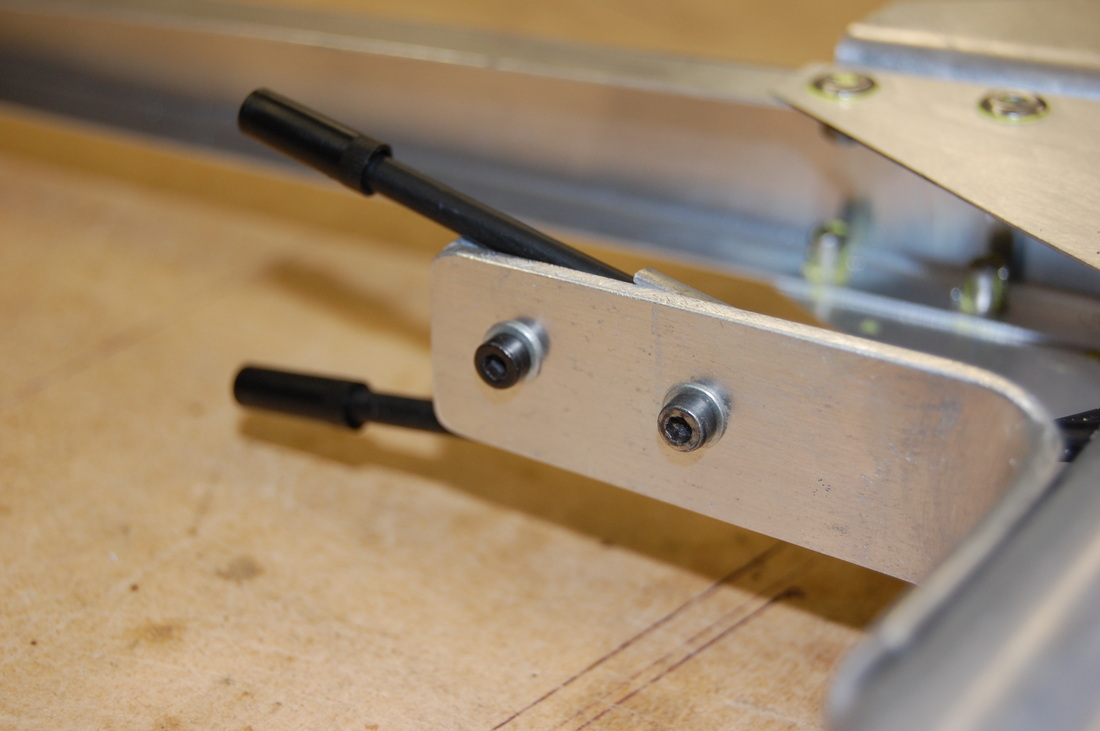
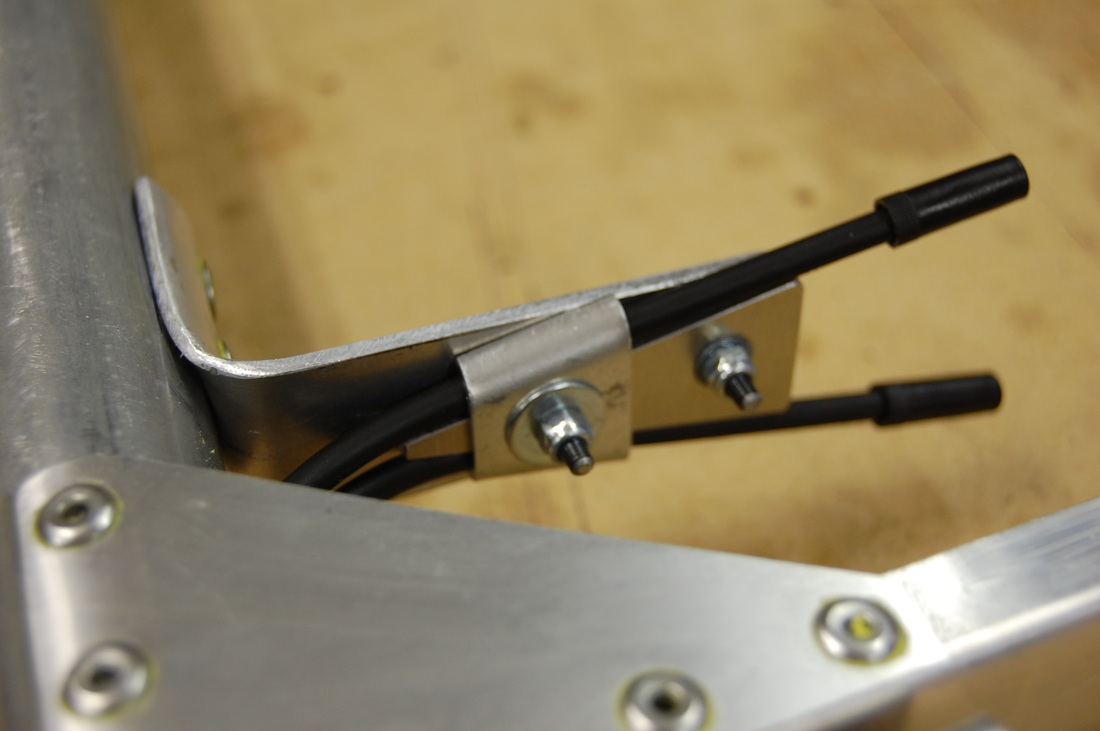
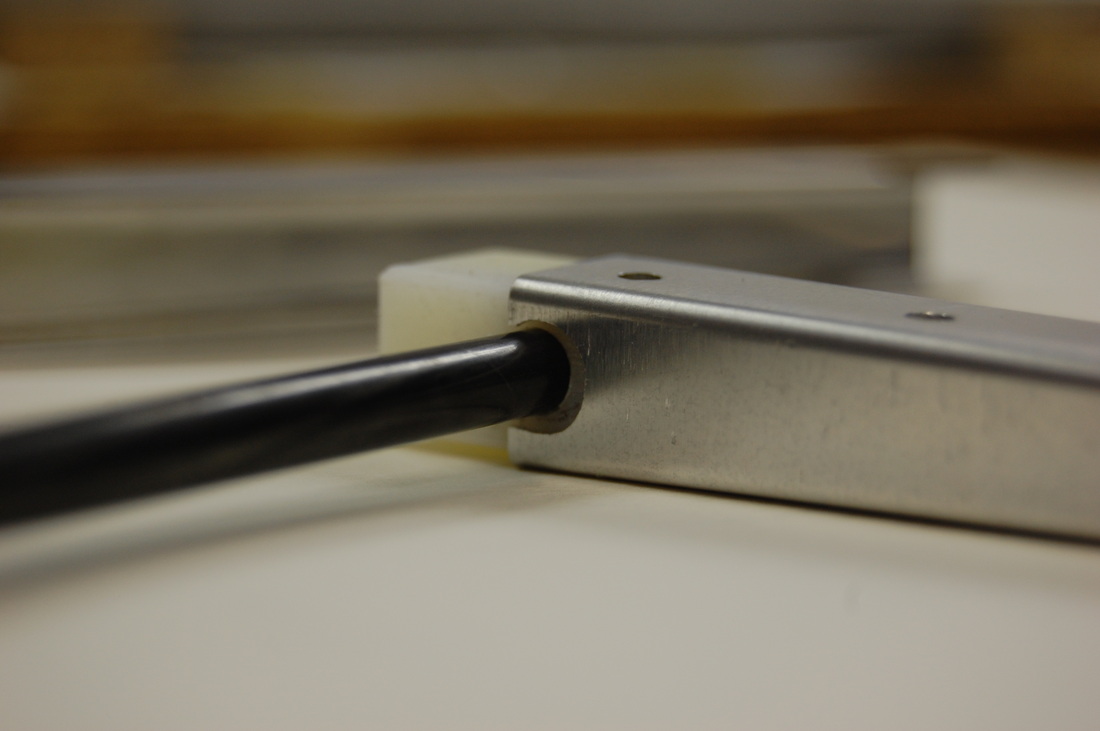
L'entrée et la sortie des gaines dans le tube de 28mm demandent elles aussi quelques aménagements. On troue le tube du côté de la sortie et, côté entrée, on intègre un guide en nylon dans lequel les gaines viennent se loger.

La gouverne de direction
La gouverne de direction est une pièce importante tant par sa taille et sa fonction que par son impact sur la ligne finale de l’avion. Sa construction est identique à celle de la profondeur ; tubes de 28 et de 12 (pas de 10 comme indiqué sur le plan), nervures, goussets, équerres, rivets, … Il faut en principe commencer par la conception d’un gabarit pour le cintrage et le montage mais, comme pour le plan horizontal, nous avons celui d’Ultralight Concept.
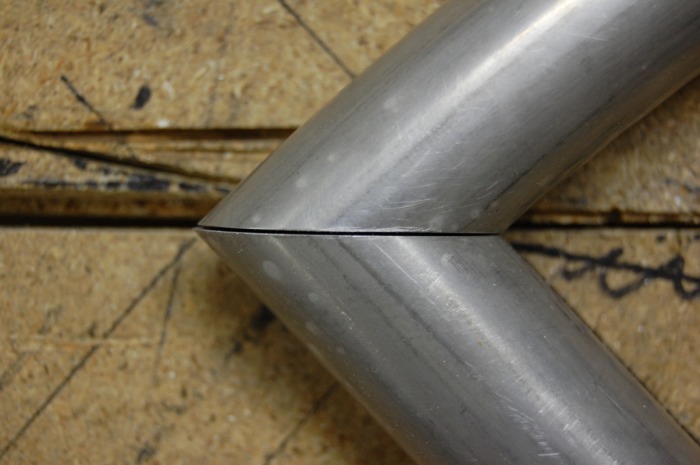
Lançons-nous donc tout de suite dans le vif du sujet ! Le tube de 28 est cintré sur le gabarit en suivant la technique du "cintrage au sable". Le bord de fuite, un tube de 12 mm, est cintré puis écrasé à 7 mm. Les nervures sont pliées de 28 à 7 mm et la finalisation de la partie la plus mince de celles-ci est faite au marteau de carrossier sur un gabarit en bois. En effet, à 7 mm, on dépasse les possibilités d'une plieuse, même de bonne facture. Les équerres et les goussets sont pliés comme précédemment. Une fois que tout est prêt, un petit montage à blanc puis on fixe le tout.
Lançons-nous donc tout de suite dans le vif du sujet ! Le tube de 28 est cintré sur le gabarit en suivant la technique du "cintrage au sable". Le bord de fuite, un tube de 12 mm, est cintré puis écrasé à 7 mm. Les nervures sont pliées de 28 à 7 mm et la finalisation de la partie la plus mince de celles-ci est faite au marteau de carrossier sur un gabarit en bois. En effet, à 7 mm, on dépasse les possibilités d'une plieuse, même de bonne facture. Les équerres et les goussets sont pliés comme précédemment. Une fois que tout est prêt, un petit montage à blanc puis on fixe le tout.



Après quelques heures, un peu d'application et de patience, on fini par arriver à un résultat assez chouette ;-)





A présent, il est temps de se pencher sur l'articulation de cette belle gouverne ! Comme précédemment sur la profondeur, on utilise un guide pour forer les trous Ø 6. On abaisse très légèrement la position de la charnière supérieure. Ainsi, en se tenant pratiquement hors de la partie cintrée du tube, les axes des charnières restent bien alignés. Les vis à œil sont parfaitement adaptées, le filet débute seulement hors du tube.



Comme nous décidons d'actionner notre roulette de queue via un point d'ancrage sur la gouverne, cela nécessite un petit montage supplémentaire, qui n'est pas prévu au plan. Cet ajout va sérieusement renforcer le bas de notre dérive.
Dès lors, on s’interroge sur la nécessité du « raidisseur » (un petit câble, reliant le sommet et le pied de la gouverne en passant par l'extrémité arrière de la plus grande nervure) préconisé par M Platzer. Même si durant la construction tout a été prévu pour appliquer cette solution, on abandonne cette idée au profit d'une nervure posée en diagonal.
Dès lors, on s’interroge sur la nécessité du « raidisseur » (un petit câble, reliant le sommet et le pied de la gouverne en passant par l'extrémité arrière de la plus grande nervure) préconisé par M Platzer. Même si durant la construction tout a été prévu pour appliquer cette solution, on abandonne cette idée au profit d'une nervure posée en diagonal.


Le wash primer
Dernière étape avant l'entoilage, l'application du primer. L'ensemble des éléments reçoit un primer aviation.



Le haubanage
Qui dit biplan dit haubans. Le haubanage du stabilisateur n'est pas compliqué. Les plus pointilleux remarqueront que, pour répondre "aux nouvelles exigences" de Michael Platzer, nous ne respectons pas totalement les plans.






L’esthétisme des gouvernes
En examinant les gouvernes et en regardant des photos de Kiebitz terminés, il nous semble qu’il y a quelque chose à faire pour améliorer l’esthétique du résultat final. Nous estimons en effet que la jonction entre le tube de 28mm et celui du bord de fuite n’est pas vraiment harmonieuse. Le temps nécessaire pour corriger ce détail est considérable. Cela explique certainement pourquoi nous figurons parmi les très rares à nous en soucier… ;-)
La réalisation est pourtant assez simple ; préparer des bandes d’airex, les coller puis les poncer.
La réalisation est pourtant assez simple ; préparer des bandes d’airex, les coller puis les poncer.